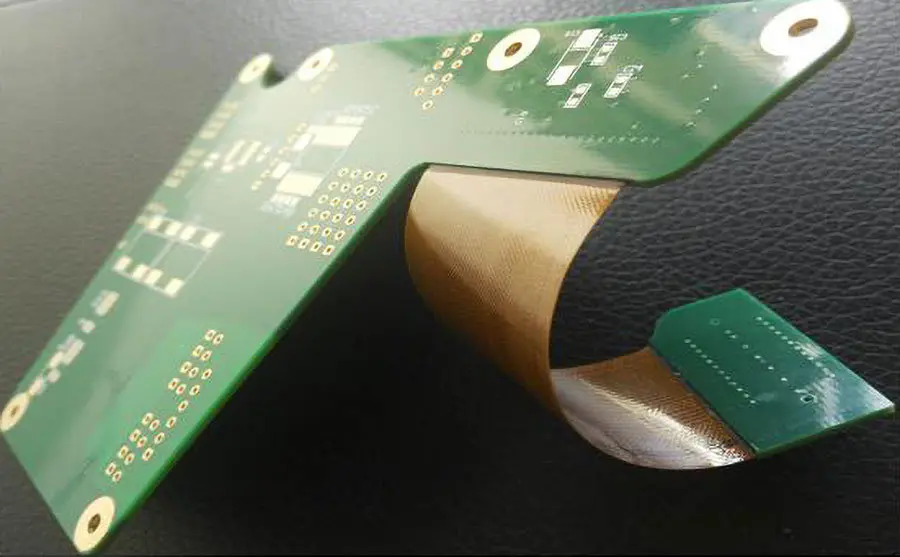
Semi-Flex PCBs are a cost-efficient solution to optimize a great number of projects. Made from FR4 material, which is the most affordable base material for PCBs, it can reduce space, weight, and improve the reliability of the final product as connectors are considered a reliability risk in many applications.
A semi-flex PCB is characterized by its ability to bend or flex to a certain degree while maintaining its structural integrity. This type of PCB is often used to save space in the final product and avoid the use of connectors between two circuit boards. Semi-flex PCBs are manufactured using a combination of traditional PCB fabrication processes, such as photolithography, etching, and drilling, as well as specialized techniques for handling the flexible substrate. The final product is a PCB that can bend or flex to a certain degree while maintaining its electrical performance and durability.
Semi-Flex PCB Technology Innovative Solutions for 3D Assembly
Hemeixin offers semi-flex circuit boards manufactured with conventional rigid FR-4 base materials. These boards are suited for one-time flex-to-install applications. The technology can be used for double-sided and multilayer boards. Because only standard materials and processing are used, this technology offers a low-cost alternative for applications with flexible or bendable areas in a printed circuit board (“PCB”). A semi-flex board most often replaces two PCBs and the required connectors and cables or allows a three-dimensional design and placement of the PCBs in a device.
The flexible segment in a semi-flex PCB is generated by controlled depth milling of the PCB in the required area. Hemeixin’s newest routing machines with z-Axis technology and integrated measuring and mapping functions is critical to the consistent and high-quality fabrication of semi-flex.
Often layout designers are reluctant to upgrade from a standard PCB with connectors to a notoriously expensive rigid-flexible printed circuit. The advantages are immense, but so are the costs and the layout requirements compared to standard PCBs. Many times this "jump" from standard technology to a high-tech segment is not necessary. Many printed circuits do not require dynamic bending capabilities in operation but only need to be fit into the housing neatly. This is called a "flex-to-install" requirement and here semi-flex offers a really cost-saving alternative technology.
A semi-flex PCB, can only be bent in certain areas that have been made to flex. As a result, the PCB will only bend in predetermined ways and at defined points. With the exception of the flex areas, a semi-flex PCB is stiff and more akin to a traditional rigid PCB. This is because semi-flex PCBs are manufactured using the manufacturing process ‘controlled depth routing’ or ‘milling’ down the FR4 material on the PCB until it is extremely thin and flexible. The flexible section is then treated to prevent cracking, allowing it to bend more or less freely. Semi-flex PCBs can also be manufactured by using thin core laminates. Laminates as thin as .005 mil. are utilized for static flex applications. RA (rolled annealed) copper foils is recommended to prevent cracking and allow for a more robust flex.
Semi-flex PCBs are well-suited to situations in which a PCB must be bent only for installation and projected future maintenance. Their flexible nature also makes semi-flex PCBs a good design choice for applications in which space is a major consideration. Semi-flex PCBs can be found in many common applications. Automobiles, industrial equipment and even safety electronics make extensive use of this circuit board category.
Hemeixin recommends a board or multi-board bar or frame to stabilize the bending area in assembly. The assembly process can be standard because no additional tempering, preparation, or handling is necessary. Installation of semi-flex circuits should be done with a bending tool to guarantee that the minimum bending radius is not violated.
Semi-Flex PCB Overview
FR-4 material processing parameters
The material in ‘bend-area’ is reduced in thickness by depth controlled routing
Suitable for flex to install (1-time bend) applications only (no dynamic flex)
No expensive flex materials and process-flow required
One PCB replacing two PCBs + interconnects (connectors, solder-joints)
PCB is mechanically fixed after bending
Semi-flex PCB advantages
Size Optimization: Using FR4 Semi-Flex optimizes the PCB size, saving the space of the connectors on both “rigid” parts.
Cost-Effective: The FR4 Semi-Flex replaces 2 or more PCBs, simplifies the assembly process, eliminates connectors, and is cheaper than the Rigid-Flex solution.
Time Saving: FR4 Semi-Flex reduces the time needed for design, procurement, and assembly.
Reliability and Durability: Fewer solder joints and fewer connectors.
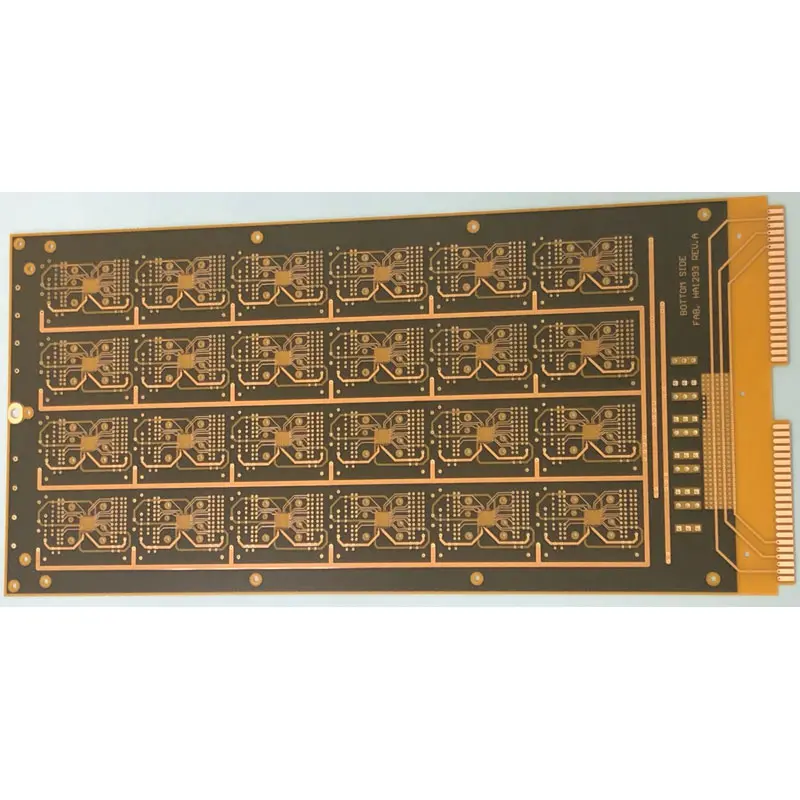
To optimize transportation-safety and assembly, semi-flexible PCBs should always be produced in panels. You can easily seperate the prints from the panel after assembly and install the boards.
Semi-flex pcb design guidelines
Material (reference)
IT-158, Autolad1, SB170G, EM 825
Methodology
Z-Axis Routing / ZAR
Depth control routing tolerance
+/-75 μm (3mil)
Bending Layer
1 or 2
Bending Cycle
Max. 5 (depending on design)
Bending Radius
Min. 22T (T=the remaining thickness)
Bending Area Width(BAW)
Min. 0.02 θR (θ=Bending Angle)
Cu thickness on bending layers
HOZ,1 OZ, 2OZ, 3OZ
Trace width and spacing on the bending layers
Min. 0.2mm for HOZ, 0.25mm for 1OZ
Glass type
Fine glass e.g. 106, 1080
Semi-flex pcb material minimum thickness
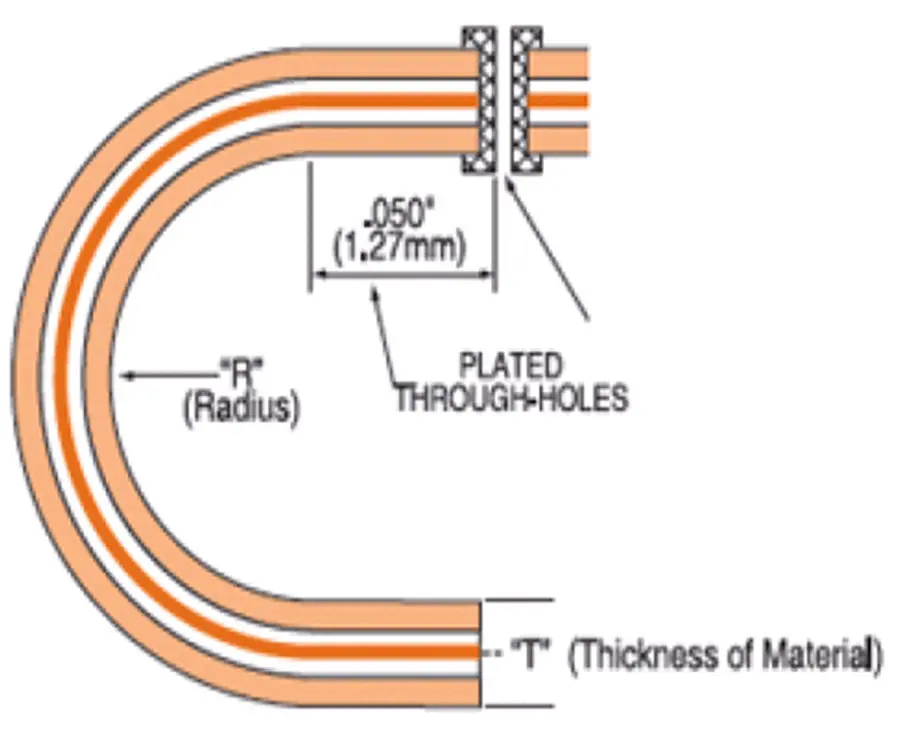
A minimum bending radius (R) needs to be taken into account because semi-flex is based on glass-reinforced rigid base material. The bending radius mainly depends on the ‘Remaining Thickness’ (RT) in the bend-area.
Minimum length of copper extending beyond the semi flex area (non functinal tracks)
1.00
mm
D
Minimum rigid area copper clearance from semi flex area
0.50
mm
E
Minimum microvia pad clearance from semi flex area
0.50
mm
F
Minimum PTH pad clearance from semi flex area
0.50
mm
G
Minimum NPTH clearance from semi flex area
0.50
mm
H
Minimum component pads clearance from semi flex area
1.00
mm
I
Minimum radii in the area of transition from rigid to semi flex area
N/A
mm
J
Minimum routing depth
N/A
mm
K
Minimum routing diameter
N/A
mm
L
Minimum track width (18μm)
0.20
mm
S
Minimum track spacing (18μm)
0.20
mm
T
Minimum track width (35μm)
0.25
mm
S
Minimum track spacing (35μm)
0.25
mm
T
Minimum track spacing to Semi Flex area side edge
0.50
mm
U
Recommendations for semi-flex PCB design
Calculation of Length “L” for semi-flex area Necessary length L of the bending area is: L = angle x radius R x Pi / 180° + 2 x 0.4mm (bevel Y)
180° bending replaced by 2 x 90° with rigid middle part
Fill up free areas in the bending area with hatched copper
Design S-shaped bend accordingly with milling from two side!
A Semi-Flex circuit is made by thinning a portion of a rigid FR4 PCB down to 0.1~0.2mm making it bendable up to a certain point. Because it is a mono-material, made only from FR4, Semi-Flex is a cheap alternative to complex Polyimide Rigid-Flex circuits. After populating, the semi-flex PCBs can be bent for the casing. It must be static use, not dynamic.
FR4 Semi-Flex is a cheaper solution than Rigid-Flex. It should not be used for applications exposed to shock and vibrations. FR4 Semi-Flex creates reliable 3D connectivity opportunities by replacing board-to-board connectors, which leads to space and weight reductions. It is widely used in Instrumentation, Metering, Sensor technology, and Industrial controls.
Controlled Depth Drilling (CDD), also known as back drilling, is a technique used to remove the unused portion, or stub, of copper barrel from a thru-hole in a printed circuit board. When a high-speed signal travels between PCB layers through a copper barrel, it can be distorted. If the signal layer usage results in a stub being present, and the stub is long, then that distortion can become significant.
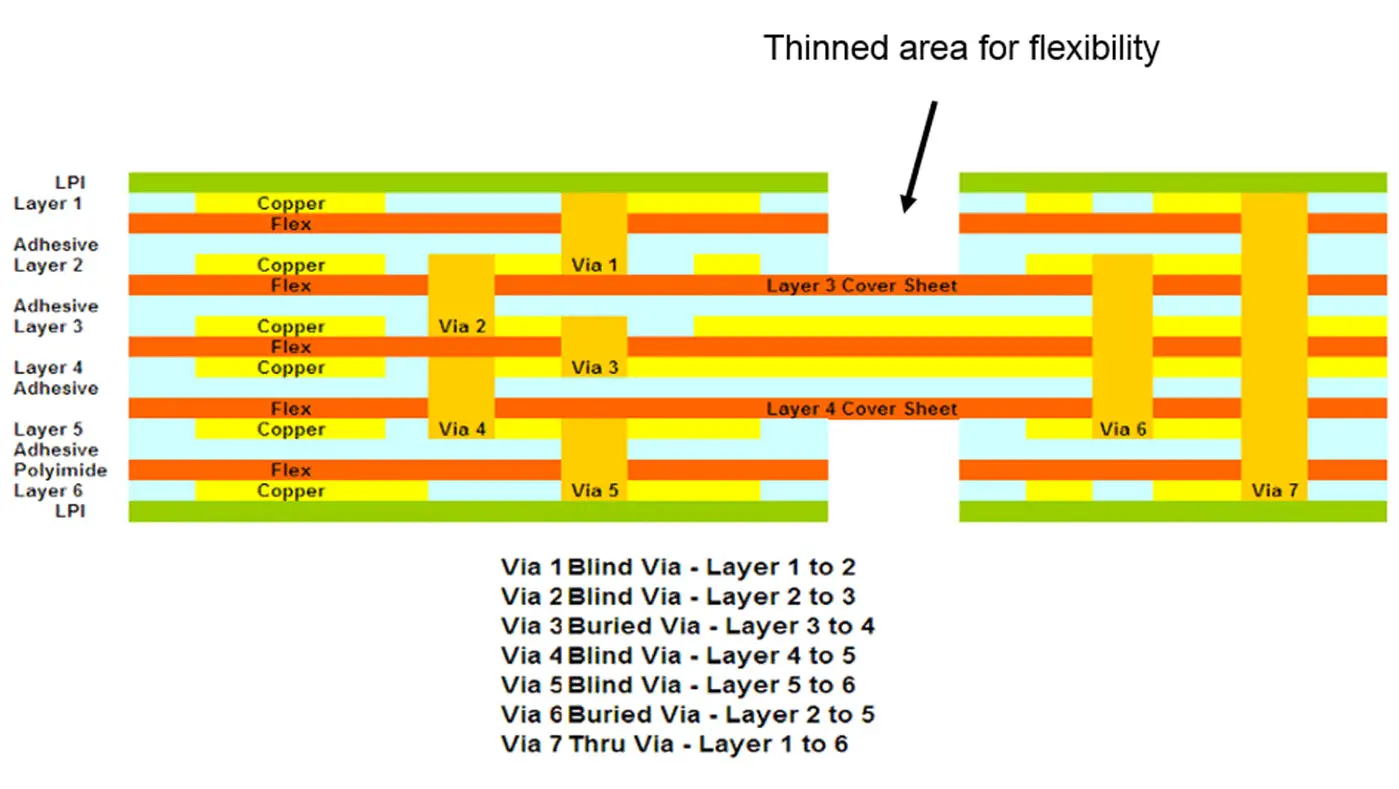
A topic that often comes up when discussing printed circuit board manufacturing is blind and buried vias. Here we’ll discuss what these are and how they can help you receive PCBs that function the way you intend. We’ll review the benefits of blind and buried vias, how they’re built, and why it’s vital to work with an experienced PCB manufacturer that knows how to properly add blind and buried vias to printed circuit boards.
PCB Assembly and printed circuit board assembly Manufacturing
After the PCB manufacturing process, where the board structure is completely finalized, the PCB assembly process occurs. During PCB manufacturing, the holes have been pierced to create spaces with specific dimensions for the attachment of designed electric components. Several actions sequentially happen during the assembly phase, with the final aim to enable firm and permanent fixture of the electronic components to the board. Since Hemeixin commonly delivers between 5 000 to 500 000 units of unique PCBs for a single client, there is a need for a highly automated and micro precise PCB assembly process.circuit board assembly Design Guide
The first stage of the PCB assembly process is applying the solder paste onto the PCB surface. The primary goal is to fill the holes with the appropriate amount of solder paste so that electrical components can be attached later. The solder layer must end up in apertures, while the flat PCB surface should remain intact. Therefore, applying a highly selective technique is mandatory to fill holes of various sizes with appropriate film thickness. One of the most widely used techniques is solder paste printing, representing a standardly used technique in our production plant.
PCB assembly file requirements
Please include the following files with your order. Please include then in a single ZIP file.
Gerber Files Please include all the layers (copper, soldermask, silkscreen, solder paste, etc.
Centroid File Also known as pick and place file. It should include component locations, rotations and reference designators.
Bill of Materials (BOM) in Excel format. Your BOM should include:
Reference designators
Quantity of each part
Manufacturer part number
Part description
Type (SMT, Thru-Hole, Fine-pitch, BGA, etc.).
Package description (QFN32, SOIC, 0805, etc. package is very helpful but not required).
PCB assembly component/ Part guidelines
Guideline for Ordering Board Level Components (Parts) Including Overages
Extra parts will be required on small builds (1 to 25 boards) to be as follow:
0201 to 0603 size: Minimum extra quantity 25 plus required quantity
0805 to 1206 size: Minimum extra quantity 10 plus required quantity
On large size components 1 or 2 extra parts is fine
All items must be on a continuous strip or reel
For large runs extra parts by percentage is OK
Special instructions must be provided if components need special handling such as no clean solder.
PCB assembly capabilities overview
BGA, micro-BGA, QFN, CSP and any leadless devices up to .20mm pitch assembly with 100% 3D X-ray inspection
PCB components, including all types of BGAs, QFNs, CSPs, 0201, 01005, 08004, POP, and press fit components in small quantities
DFA process identifies almost all manufacturing issues before actual assembly saving production holdups
RoHS, leaded, indium, clean & no clean chemistries
Paste in-hole
De-ionized water cleaning of assembled boards
PCB Assembly Capabilities
Lead Time
2 - 5 Days, 1 - 2 Weeks and Scheduled Deliveries
Parts Procurement
Full Turnkey, Partial Turnkey and Kitted/Consigned
Assembly Types
Surface Mount (SMT), Thru-hole, Mixed Technology (SMT/Thru-hole), Single and Double Sided SMT/PTH, Large Parts on Both Sides, BGA on Both Sides
SMOBC/HASL, Electrolytic Gold, Electroless Gold, Electroless Silver, Immersion Gold, Immersion Tin and OSP
Panelized PCB
Tab Routed, Breakaway Tabs, V-Scored and Routed + V-scored
Design File Format
Gerber RS-274X, Eagle and AutoCAD’s DXF, DWG BOM (Bill of Materials) and Pick and Place file (XYRS)
Full turnkey PCBs
Hemeixin creates an unbroken thread from design to delivery. Receive a complete quote for fabrication, assembly, and components—entirely online. Our white-glove service brings your product to life.
Partially consigned assembly
Some parts provided by the designer — we will source the rest. Hemeixin will work with your supply chain to get your PCBs assembled and to market quickly.
Consigned assembly
All components are provided by the PCB designer. Hemeixin will fully assemble your PCBs and ship them to you. Quick turn times available, with fully transparent pricing.
PCB assembly process overview
Our team confirms the necessary files and order details.
Manufacture SMT stencil (if needed).
Program our machines from the BOM and Centroid file, before the materials arrive. Discrepancies found in the files will be addressed.
After all the materials are received, our team performs a kit audit of the materials. Discrepancies or additional questions will be addressed. Before the assembly lead time begins we must have all questions answered
If all materials are in before 12pm PST, the assembly lead time starts the next business day. Materials received after 12pm PST will be considered received on the next business day.The reason for this is to allow proper time for the materials to go through the kit audit process.
The SMT components are assembled first with our automated equipment. The first board goes through extensive QA to assure part placement and polarity are correct. The boards are then inspected (visually and with an AOI machine) as they come off the reflow oven.
BGA components are X-rayed to verify placement accuracy and to detect any solder bridges.
After SMT the boards are washed when applicable.
Thru-hole components are inserted and soldered by hand or with a selective soldering machine depending on the quantity and board design.
After thru-hole boards are washed again when applicable.
A final quality inspection is performed.
The finished PC board assemblies and all extra materials are prepped for packaging. Your materials are shipped back to you, tracking number is sent via email
PCB assembly service checklist
Hemeixin wants our customers to experience a seamless and accurate assembly process. To ensure that your job is not placed on hold, please follow these guidelines:
Accurate Data An error free assembly process requires accurate data. Each job should have a BOM (bill of materials), a pick and place file (also known as a centroid file) and matching Gerber data. Add a DO NOT POPULATE (DNP) column to the BOM if there are parts which should not be populated on the PCB.
Ensure Proper Footprints Some parts are available in different packages. Make sure that the part you specify in the BOM matches the footprint on the PCB.
Organize Components Parts should be separated into individual bags or trays. Each bag or tray should be marked with Manufacturer name and Manufacturer part number and all reference designators where the part is used. If needed, you can substitute distributor name and part number in place of (or in addition to) manufacturer information.
Multiple Jobs Per Order The parts for each job should be packaged separately. Include separate BOM and pick and place file for each job
Component Quantities Include extra parts to account for possible attrition during assembly.
Extra parts will be required on small builds (1 to 25 boards) as follows:
0201 to 0603 size: Minimum extra quantity 50 plus required quantity.
0805 to 1206 size: Minimum extra quantity 25 plus required quantity.
On large size components 1 or 2 extra parts is fine.
We prefer all SMT parts to be on a continuous strip or reel.
For large runs extra parts by percentage is OK
We will return any unused parts to you when we ship your assembled boards back to you.
Update your BOM and Pick and Place File If you have any last-minute design changes, please remember to reflect these changes in your BOM, pick and place file and any other relevant documentation.
Mark Polarity Make sure you indicate proper orientation for all parts that have polarity. Place a dot or a number “1” on pin 1 of ICs where the orientation is not obvious. Ensure that polarized capacitors and diodes are properly marked.
Special Instructions Provide detailed instructions for any special procedures required to assemble your boards. Include sketches, photos, PDF files and/or drawings as needed
Drop Shipping from Suppliers Please ask your suppliers to place your PCB Hemeixin Order Number on the outside of any package dropped shipped to us.
PCB assembly process
The PCB assembly process occurs after PCB manufacturing, where the board structure is completely formed according to client requirements. The PCB assembly covers actions from stencil preparation and solder paste printing to SMD parts placement, bonds formation in the curing oven, and final inspection of the PCB functionality. After stencil preparation, the solder paste printing takes place. At this stage, tiny apertures that present mounting spots for electrical components must be filled with exceptional precision. Otherwise, some serious issues such as bridging may occur. The bridges often have a micro size and are not visible to the bare eye. That makes them hardly detectable if state-of-the-art inspection devices are not used. Still, they are the most common issue in the PCB assembly process, leading to short circuits or even component burning up. Thus, we at Semecs utilize the latest solder paste printing technology, ensuring that every single printed circuit board operates appropriately at the end of the assembly line.
Another critical part of the PCB assembly process is the positioning of electronic components using the pick and place machine. The conductive lines at the board are very tiny, and they must be aligned with the conductive parts of the electronic components. Hence, the electronic devices must be orientated and posted on the board with the highest precision. We use the most precise three fiducial points optical systems to place the surface mounting devices. Finally, at the end of the PCB assembly line, the firm and stable connection between SMDs and board is achieved in the curing oven. The paste soldering enables the PCBs' longevity and durability, which are our ultimate goals besides the PCBs' highest quality.
PCB assembly is a guided, step-by-step process. The first step in the process is stenciling, where solder paste is applied to the sections of the board where components will be mounted. Solder paste is made up of microscopic metal balls and a substance called flux. Solder paste stenciling is like screen-printing; solder paste is applied to the bare PCB using a thin stainless steel stencil. A mechanical fixture holds the stencil and the PCB in place while solder paste is distributed over the stencil. The paste is viscous and will remain in the specified areas of the bare PCB after the stencil and applicator are removed.
Stencil preparation
The metal sheet should cover the entire surface of the print circuit board except for the holes filled with the solder paste later on. Therefore, the metal sheet must be processed to follow the PCB pattern defined by industrial design, where apertures within the sheet have the same shape, width, and length as their pair holes at the PCB. This metal sheet is widely called a stencil, made of whether brass or stainless steel.
The stencil design is a highly challenging task since the precision of the stencil's shape and uniformity of stencil thickness are essential for accurate and purposeful PCB assembly. The typical thickness range of a stencil is between 0.0254mm and 0.762mm. The metal sheet thickness is a parameter that depends on the types of electric components used in the particular PCB, and it is determined separately for each printed circuit board. Even the slightest under or oversizing may cause significant issues in later stages of the PCB assembly process. The larger stencil apertures cause so-called balling or bridging. Those phenomena arise during solder application where film covers parts of PCB surface or even whole pathway between two neighbor holes. The result of both cases is an open electric circuit that leaves PCB completely unfunctional. After selecting the required stencil parameters, the metal sheet with specified composition and thickness is ordered from the metal factory, which inspects the sheet's thickness uniformity using x rays gauge and then ships it to our production plant.
Chemical etching
There are few stencil processing technologies, but laser cutting and chemical etching are the most widely used ones. In the chemical etching process, the metal mask and flexible metal mask are etched from both sides. Firstly, the PCB design should be transferred onto the metal sheet using film. Then, sheets are dipped into the specific acid solution, which enables aperture formation. However, the drawback of this process is that acid interferes with deeper sheet levels, causing undercutting. Therefore, the walls must be additionally polished to form a smooth surface suitable for solder application during PCB assembly. There are two options for wall smoothening: electropolishing which presents a micro etching process, and nickel plating. Electropolishing is a reverse process of electroplating. The electricity is utilized to dissolve excessive metal parts into an electrolyte solution which is swept after processing. Conversely, during the nickel plating, the additional metal layer is applied to walls of apertures whose diameters consequently become reduced.
Laser cutting PCB
Specialized CNC machines are used for laser cutting PCB purposes during the PCB assembly process. Applied laser beams cut the metal sheet according to the pattern provided by the Gerber file. This file contains all technical specifications of PCB, while integrated custom software reads them and then navigates the laser moves through the cutting process accordingly. Since the metallic bond is outstandingly strong, the fine-tunning of laser parameters is necessary to create smooth metal edges. The following parameters play a crucial role during the laser cutting PCB process: beam spot size, beam focus, cutting speed, and laser power. The laser power must be sufficient at all times to enable rays' penetration through the sheet surface. A beam spot of 0.0254mm is the most widely used one in the PCB assembly since it is suitable for cutting almost all kinds of shapes and aperture sizes. Regardless of the set parameters' accuracy, there is a need for additional smoothing of aperture walls using the same techniques as in the chemical etching process, either electropolishing or nickel plating.
Solder paste printing
The unique printer kind is used for solder paste applications during the PCB assembly process. This type of printer is widely called a squeegee blade printer. It got its name from squeegees used to press the solder paste across the stencil surface and inside the PCB holes. They may be made either from metal or polyurethane, depending on the pressure ranges they need to generate. The printer's internal vision system aligns the stencil vertically over the boards. In addition, the printer uses three fiducials, commonly called global fiducial marks, for the stencil's highest precision positioning over the board. Namely, the global fiducial mark immediately determines and corrects any eventual PCB misalignment in both the X and Y axes before printing operation and during the printing as well. In that way, the possible displacement of either board or stencil under pressure generated by the squeegee is completely avoided.
Squeegee pressure is a parameter that must be controlled with special attention. Increased pressure may cause multiple issues such as greater paste shear that causes paste spreading over the PCB flat surface and causes so-called bridging and bleeding of solder paste. Since the paste is a highly viscous suspension, it requires significant force to flow. The squeegee pressure must be sufficient to generate the force that overcomes the high friction force between the highly viscous paste and the stencil. Once paste movement is initiated, the paste travels across the width of the printable area in a controlled roll, filling in all stencil apertures while simultaneously being swept from the top side of the stencil surface by squeegee blades. The standard operating pressure range of the squeegee is between 0.13kg and 0.27kg per linear centimeter of the printable area. The moving squeegee must induce inertia under whose influence the paste flows inside the PCB holes. Abrupt but controlled motions of squeegees induce inertia, which is why the speed is another parameter that must be monitored continuously. Since the squeegee's pressure and speed are directly proportional, the speed must be continuously below the upper constraint value, usually 75mm per second. The higher speeds induce the higher friction force between the blades and stencil, leading to blades' mechanical failure over time.
The third essential parameter of solder printing is the angle between the squeegees and the stencil. The regularly set angle is 60° for the following reason. It forms an optimal incline, so the paste moves downwards to the PCB holes by gravity. If the angle increases, it can cause scooping of the holder paste out of the stencil apertures and consequently an insufficient amount of solder paste. On the contrary, the blades leave a solder paste residue on the stencil after the squeegee has completed a print when the angle decreases.
A regular printing operation lasts between 15 to 45 seconds per print circuit board. The printing is the longest step in PCB assembly, followed by the separation process in which the stencil is separated from the PCB. Postprint inspection is essential for quality assurance of deposited solder paste layers and their suitability for the following step-surface mounting of electrical components. The quality assurance is usually performed with unique 2D vision systems on the printer or separate 3D systems.
Stencil separation and cleaning
The PCB is separated from the stencil at the end of the printing process. During separation, the solder paste must remain in the PCB holes. The speed of stencil removal is crucial to ensure that the stencil doesn't withdraw any paste from apertures. The regular linear speed of stencil movement is around 3mm per second. The solder paste can't fully release from the apertures at higher speeds, causing undesired high edges around the deposits.
After few printing operations, the stencil cleaning ensures that there is no accumulation of the paste particles between the stencil and the PCB. The cleaning operation is comprised of two steps: Firstly, the stencil is swept using cleaning chemicals like isopropyl alcohol. In this step, the area underneath the stencil is cleaned. Then, additional vacuum cleaning occurs where the apertures are cleaned to avoid blocking paste flow to PCB holes.
Quality assurance of stencil and squeegee condition after a printing session
Before quality assurance of mechanical parts, the automated cleaning system removes the solder paste residues altogether, so the operator has a clear view of the entire material surface. Then, the operator proceeds with a visual inspection of stencils and squeegees to check if any mechanical defect arose on both blades and stencils. If the operator notices any damage on squeegees or stencils, he needs to replace a defective part to provide a reliable and efficient printing process.
Solder paste composition, properties, and storage
Composition
Solder paste represents a suspension composed of the metal solder particles dispersed in the flux. The metal solders may be made of various elements, but the most common composition is 99.7% tin and 0.3% copper. The metal particles have a spherical shape, and their size may vary according to the type standards specified in IPC J-STD 005. Lead was commonly used in the formulation back in the day. Nowadays, its usage is abandoned due to international environmental protection regulations since it presents a highly hazardous element for human health and the environment. On the other side, the flux is used as an adhesive that bonds the metal spheres and enables electronic components' mounting to pads on the board. The flux is a highly viscous material containing 60 to 80% of active ingredients that hold metal particles together and prevent oxidation and corrosion. The large percentage of active ingredients within flux prevents the formation of metal oxides on both the base and filler materials to which it is applied.
Furthermore, the flux makes it possible to solder through-hole pin in paste components by printing solder paste in the holes. By weight, a mixed solder paste commonly consists of 90% metal. However, due to their lower density, the non-metallic ingredients of the flux take up to one early half of the paste volume.
Properties
Solder paste is a non-Newtonian type of fluid, more precisely the pseudo-plastic one, meaning that its resistance to flow significantly drops after applied pressure reaches a specific value. The pseudo-plastic behavior is an essential characteristic of the solder paste that allows successful printing. Namely, due to significant changes in flow resistance, the paste may flow in and out of the stencil apertures during the print stroke, but it remains in PCB holes without slumping when the print stroke is done.
The viscosity is a physical property that determines the fluid's resistance to flow. Besides the compounds that flux comprises, the greatest influence upon flow resistance has a metal to flux ratio. The increase of the metal compounds significantly increases the overall solder paste viscosity. During the printing operation, the thin solder film between the blade and stencil faces a notable temperature increase that reduces the paste viscosity since it is a consequence of a friction force that arises from applied pressure.
Storage of the solder paste
The appropriate storage of solder paste allows maintenance of its desired properties needed for the highest performance of PCB assembly. The solder paste must be stored in an airtight or hermetic container to prevent metal interaction with oxygen and moisture. The large surface area of sphere-shaped metal particles makes them highly prone to corrosion, which decreases the bonding strength in interaction with electronic components. Another parameter that must be controlled is temperature. The storing temperature should be lower than 8 degrees Celsius, while the 1 degree is the lower temperature limit since flux contain the liquid components that could freeze. The controlled storage conditions reduce the oxidation rate of metal particles, but they also reduce the rate at which the thermosensitive flux active ingredients degrade.
Electrical components' mounting
Once solder paste is applied onto the PCB surface, the mounting of the electrical components is done using a so-called pick and place machine. Before putting the pick and place machine to work, its operation algorithm must be programmed by uploading the bill of materials and component placement list to the Mycronic Mycenter workstation. After programming, the operator supplies pick and place machine with all needed electrical components. Now, this robotic device is ready to begin to operate. During its operation, the accuracy of components placement is the critical parameter that reflects the quality of the PCB assembly process. Like the squeegee blade printer, the pick and place machines use three fiducial points to locate the panel and determine the orientation. The fiducials are optical targets that are etched in the copper layer of every board.
Every component gets its barcode that the machine recognizes while the software sends the information about a particular component position at the board. Besides identifying the component and its place, the device detects its dimension and needed rotation angle for its successful placement. This machine also proceeds with the quality assurance of electrical components since it measures capacitance, resistance, and inductance while carrying it. If the discrepancy between the designed and measured parameters of a particular component is detected, the machine immediately removes that component.
Automated Placement
Component placement is automated using a pick-and-place machine. In the case of through-hole technology, a technician can manually place some components that may be too large for some pick-and-place machines, although at high volume the entire process is generally automated. Fast, accurate, error-free placement with automatic component mounting requires precise numerical data generated from the ECAD data for a design. The pick-and-place file contains each component's X and Y coordinates; this file is generated from CAD software and it is used to program a pick-and-place machine.
Soldering
Components on the PCB are secured using three possible soldering processes: wave soldering, reflow soldering, and selective soldering. Most boards will only require wave soldering and reflow soldering. Hand soldering is generally not performed in high-volume assembly operations unless rework is being performed.
Wave soldering can be used in both surface mount and through-hole assembly processes, although this will generally be used for through-hole soldering. PCB with all mounted components is moved into a solder line and a hot wave of liquid solder is pulled over the PCB. The solder sticks to the metal portions of the board that aren't covered by solder mask. As the solder cools, it securely fastens component pins to the PCB. Compared to manual soldering, this technique is significantly more efficient and can produce higher quality assemblies.
Reflow soldering is the standard process used for surface-mount assembly. Double-sided boards will pass through two reflow soldering cycles. When used with a hybrid assembly process, this leads to a total of at least three solder cycles (1 wave, 2 reflow, rework cycles) required to fully assemble the PCB. This is an important point to note as some industries require the total number of solder cycles to be limited.
Reflow soldering is completed by placing the components with a pick-and-place machine, and the board is passed into a reflow oven held near 250 Celsius. The oven heats up the solder paste and causes it to harden into a metal joint on the exposed component pins and pads on the PCB.
After the soldering processes are completed, the assembled PCB must be thoroughly cleaned after assembly. This can involve use of deionized water or other cleaning agents to remove any residues from the surface of the PCB, particularly removal of flux residues. After being washed, PCBs are dried with compressed air and the assembled boards are sent for inspection.
Soldering in curing oven
Once placed at the PCB surface, the electrical components must be permanently fixed to it. The permanent fixture is enabled by soldering of the solder paste that firstly melts and then hardens. During hardening, the spatial orientation of atoms within solder changes, and the consequent transition of solder's physical properties induce the solder joints' high tensile strength. The melting process occurs in the curing oven, where PCBs travel through it via a conveyor belt. The heated air flows in the counterflow direction relative to conveyor belt movement. The air with a temperature between 250 and 480 degrees Celsius heats the PCBs via a highly efficient convective heat transfer mechanism. Since paste's set temperature is reached quickly, the curing process lasts shortly, after which the hardening process occurs. The hardening process also happens in the oven, where the atmospheric air cools down the melted solder and finally hardens it.
Inspection and functional test
After the PCB assembly process, the operators visually inspect the PCB to check whether all parts are positioned correctly. After visual inspection, the PCB is connected to the power supply for functional testing. During this test, the normal circumstances in which the PCB operates are simulated, and if no defects are detected, the board is ready for shipment.
To make sure that the assembled PCB is in proper working order, the PCB will be inspected with some automated tests. High-volume production will involve further quality assessments to ensure the overall process is producing defects at acceptably low rates. After inspection, some boards may be further qualified with in-circuit testing, which will involve powering up the board and probing specific points on the PCBA.
Visual inspection is performed with automated optical inspection (AOI). This vision system uses high-resolution cameras that can be positioned at various angles to visually inspect the surface layers of the PCBA. The goal in this inspection step is to identify assembly defects related to component placement and soldering. These include component alignment, solder joint quality, and any lifting of components during cooling. Large batches of PCBs can be processed quickly with an AOI system.
For single or double-sized PCBs, AOI will be a comprehensive inspection tool, but it cannot be used to examine inner layers on a multi-layer PCB. Instead, multilayer PCBs can be inspected using an X-ray imaging machine. Experienced technicians can inspect these X-ray images visually, although newer systems can automate the inspection process through some image processing steps. When a defect is found in the X-ray image, it is then flagged for further inspection by a human technician. X-ray systems are also commonly used to inspect BGAs for assembly defects, such as creation of shorts or opens, as well as alignment of the BGA on its pads.
Testing processes for a completed PCBA can vary, depending on the needs of the end product and its required level of reliability. The testing processes used to qualify PCBAs can extend beyond in-circuit testing to include mechanical testing, accelerated life testing, and stress tests like thermal and mechanical shocks. These tests go beyond defect detection and basic functionality checks to determine the long-term reliability of the end product. Depending on the standards that apply to your assembly, different testing regimes may be needed and an industry-focused EMS company should be consulted to develop a test plan.
The PCB assembly process involves mounting and soldering components in three possible process steps:
Through-hole technology
Surface-mount technology
Hybrid assembly
Most modern boards intended for commercial products and advanced technology will be assembled with both surface-mount and through-hole components (hybrid assembly). Most designs will use surface-mount components as they also tend to be smaller, while the larger components like connectors or mechanical parts are still through-hole components.
Advanced electronics do not predominantly use through-hole technology for the major components. However, there are many components that are not central to digital or analog processing that are placed as through-hole components. In this assembly process, the component leads are inserted into pre-drilled holes in the PCB. The leads are then soldered on the opposite side of the circuit board. Through-hole components are typically the bulkiest components on a PCB; some example components include transformers, pin headers, and larger power transistors.
The smallest components used in modern microelectronics are surface-mount devices. These components are directly soldered onto the PCB and they do not require drilled holes for mounting. Note that some connectors will have both drilled hole leads for mechanical stability, as well as SMD pads for surface-mounted connectors. Because drilled holes are not required for these components, the PCB fabrication cost could be reduced in simpler boards and production throughput can be accelerated. Component placement can be almost ten times faster than a typical through-hole placement process, and these components can be placed with far higher levels of component density compared to through-hole components.
It is common to see PCBAs with a combination of surface-mount and through-hole components. When providing a circuit board to a manufacturer for quote, the assembler will need to know if the board will use both through-hole and surface mount components. The issue is that mixing components can add additional soldering cycles because the two types of components require different soldering processes.
Types of PCB Assembly services and Inspection
SMT Assembly
Surface mount technology (SMT) is the most commonly used process in the industry when it comes to Surface Mount (SMT) PCB Assembly. Not without any reason, it allows for components to be mounted directly on the surface mount PCB. The technique lends itself to miniaturization of assemblies, which is the order of the day. Also, SMT Assembly (Surface Mount Assembly) known for their high mechanical strength. The SMT printed circuit boards are a preferred choice for high-speed circuits.
Surface mount technology assembly is a technique in which electrical and electronic components are mounted directly on the surface of a circuit board. Electrical and electronic components that follow this mounting technique are known as surface mount devices (SMD). This technology minimizes fabrication costs and increases efficiency.
At Hemeixin, we have over 15 years of experience in SMT PCB Assembly. With automated SMT Assembly process our boards ensure optimal performance in the most challenging applications.
Hemeixin provides customers with decades of leadership and experience in advanced PCB assembly technology, with proven processes and a full range of services. From prototyping, low volume high mix to high volume global manufacturing, we provide printed circuit board assembly services in China.
Hemeixin is a recognized leader in PCBA and SMT production and develops solutions for our customers using the latest in PCB assembly and surface mount technology. Capabilities include support for:
01005 components, fine pitch and high count BGAs, Package on Package (POP), Chip on Board, fiber optics, RF microelectronics, press fit connectors
Hybrid processes (tin-lead and lead-free), pin through hole, wave & selective soldering, double and single sided reflow, wide body and backplanes
Inspection and testing using the latest SPI, AOI, Flying probe and X-Ray equipment
Comprehensive electrical testing and test system development for boundary scan, in-circuit test (ICT), functional test and burn in test (BIT)
Prototype pcb assembly
Printed Circuit Board (PCB) prototypes are used to reduce the number of errors or defects in the design of a circuit board at an earlier stage.
Printed Circuit Board (PCB) prototypes are widely used to reduce the number of errors in a PCB design. These prototypes help original equipment manufacturers (OEMs) analyze the strengths and weak areas of their proposed circuits. Prototyping helps manufacturers save on costs that otherwise would be spent on rectifying defects and minimizing product recalls. This is why most companies prefer to invest in a prototype PCB assembly before high-volume production. Partnering with an experienced PCB assembly services provider like Hemeixin Assembly offers several advantages to them. We can handle prototype PCB assembly in quantities from 1 to 100 boards.
Highlights of Hemeixin Assembly’s Prototype PCB Assembly Services
At Hemeixin Assembly, we have acquired capabilities that enable us to serve our clients better. All these years, we have worked on several complex prototype PCB assembly projects, and we believe the following capabilities have helped us serve our clients better.
Printed Circuit Board Engineering Services: We can provide prototype PCB assemblies for design for manufacturability (DFM) and design for testing (DFT). In addition to this we can perform process failure mode effects analysis (PFMEA) and devise control plans. Prototype PCB Assembly Services: We specialize in the following prototype printed circuit board assembly services.
SMT: We can provide single-sided and double-sided surface mount PCB assemblies indifferent specifications.
Plated Through Hole: We offer plated through hole assembly with selective soldering.
Mixed Assemblies: We often work on projects involving mixed assemblies – through-hole and SMT and electromechanical assemblies.
In addition to this, we also support new product introduction (NPI) projects.
PCBA Testing: All the PCBA functional testing is performed in-house at our well-equipped facility at China. Over the years, we have invested in various test fixtures and equipment, which helps us ensure the quality of PCBA. Currently, we provide the following types of PCBA testing services:
Flying probe testing also including boundary testing
Functional testing including system and board-level testing
General PCB Assembly Capabilities: Our general PCB assembly capabilities are not limited to these:
RoHS, leaded, clean and no chemistries
PCB components including various types of QFNs, BGAs, CSPs, POP, 01005, 0201,08004, and press fit components in small quantities
Paste-in hole
Turnkey PCB Assembly
PCB fabrication with utmost quality is at the heart of Hemeixin Electronics Co., Ltd. We specialize in various types of PCB assembly projects, including full turnkey PCB assembly. With our full turnkey PCB assembly services, we handle all aspects of PCB fabrication. We offer fast, and reliable turnkey PCB assembly as we are experts in procuring components, assembly, testing, delivery, aftermarket service and warranty support.
We’ve worked with small hardware startups and large defense companies, and one thing they tend to need is help navigating the electronics supply chain and manufacturing landscape. If you’re not involved in the industry, PCB manufacturing services can seem opaque and difficult to navigate, just like many other specialized services.
Therefore, it’s often the case that clients will look to a manufacturer that can help guide them through the production process. Turnkey PCB manufacturing services, turnkey PCB assembly services, and contract manufacturing services can help guide you through the process by taking on many of the important management tasks needed to complete a manufacturing run. Sometimes, it makes much more sense to contract these services through your design firm, rather than through a manufacturer. With a single source approach, we can take any complex project, and turn it around in a short lead time, whilst not compromising on the quality. Being a leading form of electronic assembly, turnkey PCB assembly services bring several benefits to the customers as follow.
Our full turnkey PCB assembly is a highly-efficient and fast form of electronic assembly. You don’t need to worry about managing multiple vendors as we take care of the entire fabrication.
With our full turnkey PCB assembly services, you can build and refine prototypes faster, easier, and cost-effectively.
We are all equipped to handle (through-hole, surface mount, mixed) small batch of boards or full production runs.
We have verified supply chain networks to support the entire process of turnkey assembly. With end-to-end solutions from a single provider, you can gain significant cost savings, too.
We have a team of highly qualified staff who are experienced in working on turn-key circuit board assembly. They not only help meet your expectation in terms of quality, but also complete your projects faster.
We offer instant quotes for your turnkey PCB assembly order and you don’t need to wait for long to know how much the order would cost. Also, you can see the real-time status of your project. This helps you to monitor the PCB manufacturing stage. With a single point of contact, and flexible services, Hemeixin Assembly’s full turnkey electronics assembly meets the unique needs of small businesses, large corporations, and entrepreneurs.
BGA Assembly
Implementing complex and small-size chips in PCB designs is necessary to match the technological advancements taking place around us. Such ICs increase the packaging I/O density. Thus, high-density and low-cost packaging methods are in great need. BGA is one among them.
BGA assembly is a process of mounting ball grid arrays (BGAs) onto a PCB using the solder reflow process. BGAs are surface mount components that use arrays of solder balls to make electrical interconnections. These solder balls melt and establish interconnection when the board passes through the solder reflow oven.
What are the advantages of a BGA assembly?
Improves both electrical and thermal performance while making efficient use of space.
Reduces the overall thickness of the board.
Minimizes the chances of PCB damage since BGA leads are made from solid solder balls, consequently reducing maintenance and repair times.
Suitable for miniature packages with high pin count.
Offers improved solderability, resulting in a speedy assembly procedure.
Dissipates heat quickly due to low thermal resistance.
BGA (Ball Grid Array) Assembly Services with X-ray Inspection
Hemeixin has been providing BGA assembly, including BGA Rework and BGA Reballing services in the Printed Circuit Board Assembly industry since 2003. With state-of-the-art BGA placement equipment, high-precision BGA assembly processes, cutting-edge X-Ray Inspection equipment, and highly customizable Complete PCB Assembly solutions, you can rely on us to build high quality and high yield BGA boards
BGA Assembly Capability
We have a wealth of experience handling all types of BGAs, including DSBGA and other Complex Components, from micro BGAs (2mmX3mm) to large size BGAs (45 mm); from ceramic BGAs to plastic BGAs. We are capable of placing minimum 0.4 mm pitch BGAs on your PCB.
BGA Assembly Process/Thermal profiles
Thermal profile is of utmost importance for BGA in the PCB Assembly Process. Our production team will conduct a careful DFM Check to review both your PCB files and the BGA datasheet to develop an optimized thermal profile for your BGA assembly process. We will take the BGA size and BGA ball material composition (leaded or Lead-Free) into consideration to make effective thermal profiles. When the BGA physical size is large, we will optimize the thermal profile to localize the heating on the internal BGA to prevent joint voids and other Common PCB Assembly Faults. We follow the IPC Class II or Class III Quality Management guidelines to make sure any voids are under 25% of the total solder ball diameter. Lead-free BGAs will go through a specialized lead-free thermal profile to avoid open ball problems that can result from the lower temperatures; on the other hand, leaded BGAs will go through a specialized leaded process to prevent higher temperatures from causing pin shorts. When we receive your Turn-Key PCB Assembly order, we will check your PCB design to review any considerations specific to BGA components during our meticulous DFM (Design for Manufacturability) review. The full verification includes checks for the PCB Laminate Material compatibility, Surface Finish effects, maximum warpage requirement and Solder Mask clearance. All these factors affect the quality of BGA assembly.
BGA soldering, BGA Rework & Reballing
You may have only a few BGAs or fine pitch parts on your PCB boards that require PCB assembly for R&D prototyping. Hemeixin can help — we provide a specialized BGA soldering service for testing and evaluation purposes as a part of our focus on Prototype PCB Assembly. Additionally, we can assist you with BGA rework and BGA reballing at an affordable price! We follow five basic steps to perform BGA rework: component removal, site preparation, solder paste application, BGA replacement, and Reflow Soldering. We guarantee that 100% of your boards will be fully functional when they are returned to you.
BGA Assembly X-Ray Inspection
We use an X-Ray machine to detect various defects which might occur during BGA assembly. Through X-ray inspection, we can eliminate soldering problems on the board, such as Solder Balls and Paste Bridging. Also, our X-Ray support software can calculate the gap size in the ball to make sure it follows IPC Class II or Class III standards, as per your requirements. Our experienced technicians can also use 2D X-rays to render 3D images in order to check such problems as broken PCB vias, including Via in Pad BGA Designs and Blind / Buried Vias for inner layers, as well as cold solder joints in BGA balls.
Whether your requirement is BGA PCB design, BGA PCB, BGA PCB layout, BGA Assembly or BGA rework, you can rest assured that you will get superior quality and performance, that will in turn, positively impact the performance of your final product.
Thru-Hole Assembly
Through-hole assembly is the process of mounting leaded components to a PCB that involves drilled through holes. Later, the components are soldered to the pads on the opposite side of the board either by manual soldering or automated soldering machine. The solder flux ratio is established carefully as it is essential to maintain the quality of the solder joint between the pad and the component lead. During the THA process, the component leads are inserted from the top of the board to the bottom through drilled holes, followed by soldering. These drilled holes could be plated through holes (PTH) or non-plated (NPTH). PCB manufacturers and designers should stick to IPC 610 A and J-STD-001 for through-hole assembly
Automated Through-Hole PCB Assembly
Why assemble your PCBs using manual through-hole technology when you can have a through-hole PCB assembly company automate and streamline the process? More and more industries use automated technology in manufacturing industries today than ever before. Automated through-hole PCB assembly allows machines to place and solder PCB components faster than employees could do the job manually, which is why the practice of combining manual and machine assembly has become so widespread.
We have a variety of machines that make assembly faster and more efficient. We automate processes using equipment such as the Universal 6287A axial insertion machine, the Hollis Future I SMT and the Ace KISS-103. We are constantly working to integrate new ways to maximize safety, productivity and effectiveness at our company so that we can deliver you high-grade equipment components.
In addition to our machines, we have over 50 individual workstations with ESD protection to maximize safety. We use both technology and human hands to help ensure that the soldering process runs smoothly and that the PCBs we develop and their components will create a strong, durable bond.
Partially automated through-hole assembly saves time and finances while lowering the risk of errors in production. This leads to the use of more reliable equipment and machinery in industries on a global level, which has a positive impact on security and efficiency. As a result, automation has fundamentally changed PCB manufacturing and will continue to influence it for years to come.
Testing Through-Hole PCBs
A large part of manufacturing and assembling PCBs involves the process of testing the products once they have been completed. Living up to quality expectations is important to our company, which is why we have implemented a thorough, accurate testing and inspection method into our business operations.
Assembling electrical components and delivering them to customers without first running them through careful inspection leaves room for error and increases the risk of equipment malfunctions, which slows down operations for businesses. Our automated testing and inspection system catches defects before PCBs go out the door and prevents these types of issues.
At Hemeixin, we use a 2 Mirtec MV-3L optical inspection system that searches for mechanical and manufacturing issues in new PCBs.
Using all these tools, we can accurately detect many types of defects in the design and construction of the PCB through-hole assembly board, such as damage or cracks, inaccurate component placement, incorrect polarity and other potential issues. We only allow our customers to purchase our through-hole assembled PCB services after we have completed the inspection process.
With Hemeixin’s PCB thru-hole assembly services, you can focus on other elements of your industry or company by trusting us to build and test critical electrical components for your equipment. Our thorough testing process protects your investments and helps ensure that the PCBs we offer will act as long-term solutions for your industry.
Mixed Technology PCB Assembly
The mixed technology PCB assembly has the properties of both surface mount technology (SMT), and through-hole technology, hence the name. Thus, these assemblies are most commonly used in the applications, which require the combination of both through-hole and SMT assemblies. This type of PCB assembly does not use any solder paste. Hemeixin is one of the most experienced and reliable manufacturers of these assemblies in the China. We have the capability to manufacture circuit boards with single sided, double sided, as well as multilayer mixed technology.
Mixed Technology PCB Assembly Capabilities
We employ independent automated mixed technology assembly lines for PCBs. This allows us to provide complete PCB assemblies, and prototypes at short turnaround times. Our customers can benefit from our following capabilities:
State-of-the-art Automated Assembly Equipment
Automated Laser Sighting and Flux Dispensing
Fast Production of Densely Populated Mixed Technology Assemblies
Fast Placement Machines for Ultra-Small and Ultra-Thin Chip Components
Automated Aqueous Cleaning at Multiple Stages of Production
Wave and Soldering Machines
Chassis Wiring and Assembly
Mixed Technology PCB Assembly Testing and Inspection
We follow rigorous testing and inspection procedures, which allow us to ensure high accuracy of circuit boards:
Automated Optical Inspection:
Our AOI equipment provides comprehensive fault coverage. It helps us to inspect components thoroughly for their optical placement, orientation, value, color differences, short circuits, dry joints, etc. This is the most effective way of inspecting all mixed technology PCBs, as well as SMT, Through-Hole, and BGA assemblies.
X-Ray Testing:
We employ a state-of-the art automated X-ray system to ensure highest quality inspection of PCBs. This type of testing helps us to inspect the quality of PCB components and any hidden faults that are otherwise invisible during visual inspection. This type of testing helps us remove any manufacturing defects in the preliminary stages, and avoid various expensive performance problems in the long run.
Functional Testing:
This is performed to ensure the proper functioning of the PCB assembly. Mixed technology PCB Assembly works best for applications that demand surface mount and through-hole components. At Hemeixin, we offer a full range of process and assembly options including assembly on circuit boards with single sided, double sided, flex, and rigid flex, as well as multi-layer mixed technology.
Lead-Free Assembly
The demand for lead-free PCBs is on the rise for varied applications across industries. There are several reasons for the immense popularity of this PCBs, including zero emissions of lead to the environment along with decreased Toxic Release Inventory (TRI). Considering the benefits these PCBs bring, we at Hemeixin produce lead-free PCBs using specific toxic-free components and board finishes. Thus, complying with the RoHS directives, we are also contributing towards reducing e-waste and working towards environmental sustainability. Our lead-free PCB assembly services are offered to those customers who are concerned about the environment and its protection.
Wave Solder Flux Evaluation and Component Evaluation
The lead free SMT Assembly Process
The RoHS PCB assembly process requires that none of the hazardous materials listed in the RoHS Directive are used in the boards, components or solders. Bare printed circuit boards used in the typical "leaded process" are often coated with a lead-tin finish, so the finish on the board must be modified significantly to be compliant with lead-free and RoHS standards.
The lead-free prototype process also requires that boards to be assembled at higher temperatures usually 30-50 degrees or higher. The higher temperature may require the substrate of the circuit board itself and various components to be modified to withstand the higher temperatures in the oven. In addition, the IC moisture sensitivity level that indicates how long the board can be exposed to the air is approximately 2 classes higher for lead-free boards. The shelf life of the materials used in lead-free boards may also be shorter.
Profiling
To ensure proper oven reflow temperature profiling, we ask for one additional lead free PCB along with an extra set of any temperature critical parts; i.e. BGAs, heat slug parts, etc. These can be actual parts, non-functional actual parts or thermally equivalent dummy parts. Most manufacturers of large and expensive components can supply non-functioning "Mechanical Samples" specifically for this purpose. Additionally, suppliers, such as Practical Components provide thermally equivalent parts specifically for this purpose.
Inspection
Due to the metallic composition of lead-free solder, the visual appearance may differ significantly from that of a standard leaded solder joint. Frequently, a first look will give the impression of a cold solder joint. Our inspection staffs are trained to IPC-610D standards to ensure that the solder joints are solid and of high quality.
Starting from temperature profiling, board finish selection and components analysis, board stencil and solder paste application, to component placement, testing, and packaging, we assure compliance with lead-free and RoHS PCB assembly standards. This stringent quality assurance has made us gain comprehensive competitive advantage and huge customer base from industries such as defense, military, marine, electronics, among several others.
On time delivery of quality products has been our motto since our inception. The same is applicable to our lead-free PCB assembly services as well. We own the technique, manufacturing excellence, and the right people, to produce standard as well as customized Lead free PCB assembly beyond customer expectations. Be it a prototype, small or large scale production, we at Hemeixin is equipped to meet the challenges. Additionally, with a highly skilled team of personnel, we ensure meeting the technical specifications given by the customers as it is in the final assembly.
Low Volume PCB Assembly
Low volume, as the term implies, is a batch with limited number of assembly batches. While some OEMs manufacturing electromechanical products require PCBAs in bulk, a low volume PCB assembly may be required for a limited edition product or one with very specific requirements. In such a scenario, it is crucial to first make a low volume prototype PCB assembly as that would give an idea about the final product and if it requires any changes. Hemeixin is an experienced full service electronics contract manufacturer; however, volume has never been an issue for us. We offer PCB assembly services including prototyping even for low volume orders and regardless of the complexity of the requirement.
Low Volume PCB Assembly Capabilities
Our state-of-the-art facility with advanced tools and machines, experienced teams, and the budget which can cater to low volume prototypes assemblies enable us to achieve low volume PCBs to required specifications. By budgets we mean, we may require tooling for only a small quantity of boards or merely a prototype; however, that is worth the cost and effort as it serves as a future reference for PCB assemblies for many OEMs.
We have strict testing and inspection procedures in place. The testing techniques include automated optical inspection (AOI), microscopic inspection, x-ray inspection, flying probe test (FPT), and visual inspection.
We offer single and double sided boards which are mostly flexible or rigid-flex for our low volume PCB assemblies which may comprise barely 200-250 boards or lesser than that.
For our low volume prototype and PCB assembly, we use different component mounting techniques such as surface mount technology (SMT) and plated through hole (PTH) technology. Additionally, we provide ball grid array (BGA), uBGA/Micro BGA, chip-scale packaging (CSP), and so on.
We use leaded as well as RoHS-compliant solder types and advanced soldering techniques such as selective wave soldering, pb88 soldering, high melting point (hmp) soldering, and au80 soldering.
We accept PCB designs in Gerber RS-274X, 274D, Eagle and AutoCAD’s DXF, and DWG file formats. You can share this along with your Bill of Materials (BoM).
At Hemeixin, we understand these difficulties and have made it our goal to raise the bar on our low-volume PCB assembly services to set it apart from our competition. We are pleased to provide the highest levels of quality you would expect from a premier circuit board assembly facility while retaining the flexibility of a low-volume manufacturer.
Kitted PCB Assembly Services
Kitting is the process of putting together a set of components as a kit required to assemble circuit boards. Here the customer provides all the components that go on the board. Kitting brings all the materials/parts into one single package. It is extremely beneficial for the commencement of assembly since all the required components are available, verified, and placed in appropriate packaging.
Every board design and quantity requirements vary according to the customer. Hence, the kit criteria for each assembly project are different. In spite of these, there are particular rules to consider and standards to follow. The analogy could be that of cooking a recipe when all the ingredients are collected either from the market or from the kitchen and pantry. All these ingredients are brought together on the kitchen table and then cooked.
In this type of assembly, a customer provides all components to the manufacturer for assembling. The components to be provided include bare printed circuit boards, electronic components, and all requisite PCB design files, and the manufacturer will assemble the components using automated equipment. This type of PCB assembly is also referred to as consigned PCB assembly. There has been an increasing demand for kitted PCB assembly services, owing to the following reasons:
This is one of the most economical ways of PCB manufacturing.
A customer can be assured that components and PCB boards supplied by them are used and no inferior parts are used in the process.
A customer has better control over the cost of production.
In short, kitted assembly helps OEMs to avoid quality-related issues, and improve their time-to-market capabilities.
Highlights of Hemeixin’s Kitted PCB Assembly Services
At Hemeixin, we offer assistance on the Bill of Material if needed, else we simply accept your list. The Bill of Materials (BoM) is an extremely important aspect of a kitted PCB assembly since it has the list of materials, quantities, minimum order quantity, prices, part numbers, estimated completion time, and so much more. After you provide us with the details, we analyze the details such as feasibility, compatibility with your application requirements, component quality, and so on. We can easily offer you a quote based on your kitted PCB assembly requirements. We off er the following features as part of our kitted PCB assembly services
PCB Assembly Types: We offer the following kitted PCB assembly types.
Surface Mount (SMT)
Thru-hole
Mixed Technology (SMT/Thru-hole)
Single and double sided SMT/PTH
Large parts on both sides
BGA on both sides
We also support new product introduction (NPI) projects.
PCBA Testing: We carry out in-house testing using manual as well as automated methods at every stage of PCB assembling. This includes functional testing as well as component mounting, the physical design, and so on. Our facility in China is equipped to handle this.
Conformal Coating for PCB Assembly
A conformal coating is a protective film applied to a circuit board that creates a barrier between the contaminants and the board.It acts as an insulation layer and protects the PCB surface at the same time.
Some coatings have a hard texture, while others have a rubbery texture. The conformal coatings are in a liquid state, before the application. These coatings consist of different materials such as acrylics, polyurethanes, silicons, epoxy, or combinations of resins.
Conformal coatings are applied to printed circuit boards (PCBs) to protect them from environmental stress such as salt, corrosion, humidity, and moisture, mitigate tin whiskers, and provide a barrier to electrically insulate components. They enable design of smaller electrical assemblies, while increasing mechanical support for components, and improving the fatigue life of solder joints.
Historically, the only circuit boards going through a conformal coating process were those intended for use in mission-critical applications, like aerospace. Increased popularity surrounding electronic miniaturization and wearable electronics has led to a higher demand for the protection and reliability offered by conformal coating (PCB + electricity + sweat = problems).
Conformal coating is a specially engineered polymeric film-forming product that protects circuit boards, components, and other electronic devices from harmful environmental conditions like moisture, thermal shock, static, vibration, and contamination. These coatings ‘conform’ to the irregular landscape of the PCB providing increased dielectric resistance, operational integrity, and reliability.
If you are an OEM of electrical, electronic or electromechanical devices, and need assistance with regards to kitted PCB assembly, you can totally rely on us. We have an expertise inoffering kitted PCB assembly services.
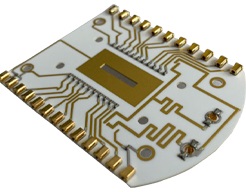
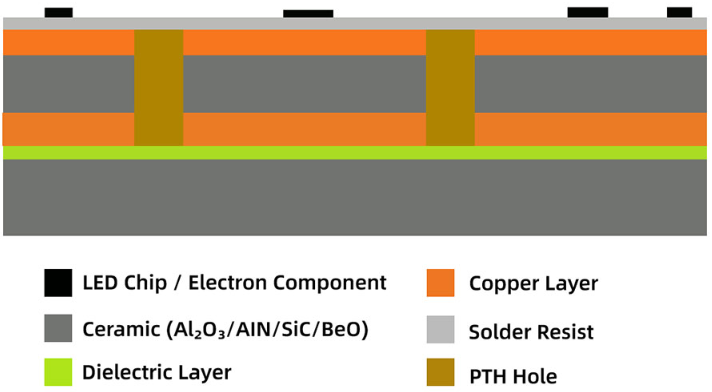
For PCBs placed in environments of high pressure or high temperature, traditional PCB substrate materials may exhibit flaws in extreme conditions. However, ceramic PCB substrate material is suitable for high temperature and pressure as well as corrosive or vibrational circuit conditions. Ceramic PCBs have a high thermal conductivity as well as coefficient of thermal expansion. These PCBs are most suitable for high power density circuit designs that are used in extreme conditions, especially in the aerospace and automotive industries.
Ceramic PCBs are made from a range of ceramic materials. The thermal conductivity and coefficient of thermal expansion (CTE) are the main two properties to focus on when selecting ceramic materials. The ceramic materials used in PCBs refer to a class of substrate materials such as aluminum nitride (AlN), alumina (Al2O3), beryllium oxide (BeO), silicon carbide (SiC), and boron nitride (BN). These ceramic materials share similar chemical and physical properties. Below, we will explore the properties of three common ceramic materials.
Ceramic PCB Material Available
Alumina (Al2O3) - The mechanical strength, chemical stability, thermal conductivity, and electrical properties of Al2O3 are advantageous compared to other oxide ceramics. The abundance of raw material makes alumina the most commonly used ceramic substrate material. Al2O3 ceramic PCBs are used in automobile sensor circuits, shock absorbers, and engines. The high thermal stability of Al2O3 ceramic PCBs improves the performance and thermal efficiency of the circuits used in automobiles.
Aluminum Nitride (AlN) - The high thermal conductivity and coefficient of expansion are two properties that make AlN noteworthy as a substrate material in the PCB industry. The thermal conductivity of AlN varies in the range of 170 W/mK to 220W/mK. The CTE of AlN ceramic matches with silicon semiconductor chips, which establishes a good bonding between the two, thus making their assembly reliable. AIN is used in sensor circuits in automobiles, as it can withstand extreme temperatures, corrosion, and vibration while providing efficient, accurate, and sensitive sensor signals.
Beryllium Oxide (BeO) - BeO is a ceramic PCB substrate material with a thermal conductivity around nine times that of Al2O3 and greater than metal aluminum. BeO showcases better chemical stability than AlN and high electrical isolation comparable with Al2O3e. BeO is used in applications where the PCB is subjected to high temperatures or in high-density PCBs facing space limitations to provide air or liquid cooling.
Aluminum oxide PCB (Al2O3 or Alumina) solutions
Aluminum oxide PCB (Al2O3 or Alumina) is today the most widely used ceramic printed circuit board and submounts. This is thanks to its good material properties, namely good thermal conductivity, low CTE (coefficient of thermal expansion), resistance to chemical hazards and hermeticity in combination with a relatively low cost and a more easy handling. Applications include for example cooling and heating modules, LED boards, medical circuits, sensor modules, and high-frequency devices.
The main reasons Alumina is chosen over other printed circuit boards is:
Higher operating temperature up to 350ºC (using thick film printing)
Smaller package size due to integration and multi-layer possibilities
High wear and chemical hazards resistance
Hermetic packages possible, 0% water absorption
Good light reflection due to white color.
Limited to no outgassing
Strong rigid material
At Hemeixin, we supply both Aluminum Oxide PCB (Al2O3 96%) made by thick film process (Silver metalization) as well as Direct Plated Copper Technologies (DPC), with copper tracks and pads.
Aluminum Nitride PCB solutions
Aluminum Nitride PCB (AlN) is one of the best performing circuits solutions today for high current or high temperature electronics. Thanks to its incredible thermal conductivity (170 W/mK) and dielectric strength combined with its low thermal expansion (CTE <4 ppm/C) it is used today in many application ranging from high power LEDs and lasers to high current switches, ultra low temperature vacuum chamber electronics (e.g. quantum computing) and many many more … . Furthermore it has all the additional benefits other ceramic material have like rigidity, resistance against environments & chemical hazards and 0% water absorption.
The main reasons Aluminum Nitride is chosen over other printed circuit boards is:
Superior thermal conductivity 170W/mK
Strong dielectric
High operating temperature >350ºC possible
Low expansion coefficient <4 ppm/C
Smaller package size due to integration
Hermetic packages possible, 0% water absorption
Limited to no outgassing
At Hemeixin, we supply both Aluminium Nitride PCB (AlN) processed by thick film process (Silver/silver palladium metalization) as well as Direct Plated Copper Technologies (DPC), with copper tracks and pads.
Special controlled surface finish and plating thickness
Hard gold plating(um)
NI:3.05-5.08, AU:0.127-2
ENEPIG(um)
NI:3.05-5.08, PD:0.025-0.2, AU:0.025-0.2
Immersion silver: 0.2-1
Immersion Tin:
OSP: 0.2-0.6
HASL (LF)
ENIG:(um)
NI:5.08-6.35, AU:0.2-0.76
Hard gold plating(um)
NI:5.08-6.35, AU:2-4
ENEPIG(um)
NI:5.08-6.35, PD:0.2-0.5, AU:0.2-0.76
Evaluation is needed when hard gold plating area bigger than 50%, silver plating and other plating thickness exceed above parameters.
8. Outline process
Process
Tolerance
Max board size
Laser cutting
±0.1mm
130*140mm
Water Jet Cutting
±0.1mm
130*140mm
Evaluation is needed when tolerance exceed above parameters.
Item
Requirement
Laser pre cutting(lineation)
Standard technique, board thickness 0.5mm, pre-cut depth15-30%.
Special controlled, board thickness 0.38mm, pre-cut depth 10-15%.
Evaluatoin is needed when board thickness less than 0.38mm, and laser pre cutting is required.
Item
Requirement
Laser cutting
Standard technique: board to board space ≥0.25mm
Special controlled: board to board space ≥0.2mm
Water Jet Cutting
Depends on blade width
Others need evaluation.
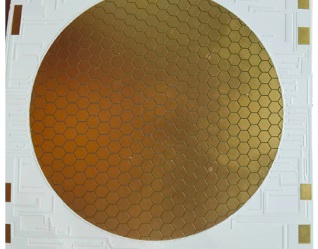
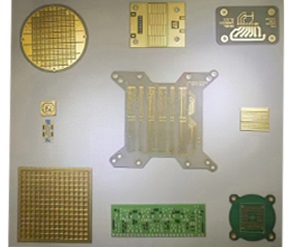
Ceramic PCB Capabilities
Compared with regular substrates like glass epoxy (FR4) or aluminium (Al), the ceramic substrate is an ultra-thin composite structure. It offers superb electrical insulation, high thermal conductivity, high adhesion strength. Because of these characteristics, a ceramic substrate PCB has higher current carrying capacity, while it is possible to etch it just like a regular board can. With harsh weather resistance capabilities, ceramic PCBs are suitable for harsh outdoor environments. Ceramic PCBs are eminently suitable for product that generate high heat, such as solar energy equipment and high-brightness LEDs do. Alumina PCB and Aluminum Nitride PCB solutions below:
Direct plated copper (DPC) Technology
DPC Technology
Process
Item
MP capability
Standard
Layers
1-2L
Base material thickness
0.15-2.5mm
Board thickness tolerance
±10%
Warpage
≤0.7%
Laser drill
Min laser hole size
0.06mm
Hole tolerance
PTH
±0.075mm
NPTH
±0.025mm
Electroplating
aspect ratio
Through hole
4:1
Electroplating filling via
Filling via size
0.07-0.25mm
Layout design
Max base copper
Outer layer
≤100um
Line width/space
(outer layer)
Copper thickness 10-35um
3/3mil
Copper thickness 35-100um
4/4mil
Line width tolerance
Line width≥10mil
±2mil
Line width<10mil
±20%
Pad size tolerance
Pad size≥12mil
≥±10%
Box dam height
150um-1200um
±50um
Outline
Laser cutting or water jet cutting
Outline tolerance
≤±100um
Max board size
130*180mm
Surface finish
Hard gold plating
Gold thickness
0.127-2um
Nickel thickness
3.05-5.08um
ENIG
Gold thickness
0.025-0.76um
Nickel thickness
3.05-5.08um
ENEPIG
Gold thickness
0.025-0.76um
Palladium thickness
0.025-0.2um
Nickel thickness
3.05-5.08um
OSP
Film thickness
0.2-0.6um
Immersion silver
Silver thickness
0.2-1um
Direct Bonded Copper and Active Metal Brazing Technology
DBC&AMB technology
Process
Item
MP capability
Standard
Layers
1-2L
Base material thickness
0.38-1.0mm
Board thickness tolerance
±10%
Warpage
≤0.7%
Laser drill
Min laser hole size
0.15mm
Hole tolerance
PTH
/
NPTH
±0.1mm
Aspect ratio
Through hole
4:1
Layout design
Max base copper thickness
Outer layer
127-400um
Copper thickness
0.127mm
Space: 0.30mm
0.20mm
Space: 0.35mm
0.25mm
Space: 0.40mm
0.30mm
Space: 0.45mm
0.40mm
Space: 0.55mm
Line width tolerance
Line width≥10mil
±2mil
Line width<10mil
±20%
Pad size tolerance
Pad size≥15mil
≥±10%
Outline process
Laser cutting or water jet cutting
Outline tolerance
≤±100um
Max board size
130*180mm
Surface finish
ENIG
Gold thickness
0.025-0.76um
Nickel thickness
3.05-5.08um
ENEPIG
Gold thickness
0.025-0.76um
Palladium thickness
0.025-0.2um
Nickel thickness
3.05-5.08um
OSP
Film thickness
0.2-0.6um
Immersion silver
Silver thickness
0.2-1um
Types of Ceramic Circuit Board Based on Manufacturing Processes
PCB manufacturers use several methods to form boards with ceramic substrates:
Direct Bonded Copper (DBC): The manufacturer deposits a layer of copper on the ceramic material using a eutectic solution of copper and oxygen. A copper deposit forms on the ceramic when there is an optimum proportion of oxygen in the solution and the temperature is between 1065 and 1083 °C. The ceramic material reacts with the eutectic liquid to form copper-aluminum oxide.
Direct Plate Copper (DPC): Manufacturers use professional film manufacturing technology or vacuum techniques for DPC. They clean the ceramic material and bond it with a copper composite layer. They expose the structure to the required trace pattern and develop it with yellow light lithography before etching. After removing the film, the manufacturer increases the copper thickness by electroplating it. They remove the photo-resist, revealing the completed circuit.
Laser Activation Metallization (LAM): In this method, manufacturers use a high-power laser beam to ionize the copper metal and ceramic. The resulting heat causes the copper and ceramic to bond firmly. These boards have superior characteristics, such as:
High-Temperature endurance
Better insulation
Consistent coefficient of thermal expansion
High thermal conductivity
Customizable conductor thickness
High density assembly
low high-frequency losses
No oxide layer formation
Low organic impurities
Low electrical resistance
Thick Film Ceramic: These involve applying a paste of gold conductor material on the ceramic base material. The manufacturer then bakes them at a temperature of about 1000 °C. However, the high cost of gold conductor paste makes this variety of PCBs non-popular.
The main benefits of thick film ceramic as compared to traditional PCBs is the presence of gold does not allow the copper to oxidize. Although the minimum number of layers in a ceramic PCB is two, depending on the requirement, there can be several layers.
What Are the Types of Ceramic Printed Circuit Board?
Ceramic Printed Circuit Boards (PCBs) come in various types and configurations, each designed to cater to specific applications and performance requirements. Here are some common types of ceramic PCBs:
Single-Layer Ceramic PCBs: These are basic ceramic PCBs with a single conductive layer on a ceramic substrate. They are often used for simple applications where high thermal conductivity is needed but complex circuitry is not required.
Multilayer Ceramic PCBs: These PCBs consist of multiple layers of ceramic substrates, with conductive traces and vias connecting the different layers. Multilayer ceramic PCBs are suitable for complex circuit designs, high-density interconnects, and applications requiring signal integrity.
Thick Film Ceramic PCBs: In this type, thick film technology is used to create conductive and resistive traces on ceramic substrates. Thick film ceramic PCBs are known for their durability, making them suitable for applications in harsh environments like automotive and industrial settings.
Thin Film Ceramic PCBs: Thin film technology involves depositing thin layers of conductive and insulating materials onto the ceramic substrate. Thin film ceramic PCBs offer precise electrical properties and are commonly used in high-frequency applications, such as RF and microwave devices.
Hybrid Ceramic PCBs: These PCBs combine ceramic materials with other materials, such as organic substrates or metal cores. The hybrid approach allows engineers to balance the benefits of ceramics with the advantages of other materials, such as cost-effectiveness or specific thermal properties.
Alumina (Al2O3) Ceramic PCBs: Alumina ceramic PCBs are made from aluminum oxide and are known for their high thermal conductivity, electrical insulation, and mechanical strength. They are suitable for various applications, including power electronics, LED modules, and high-power RF devices.
Aluminum Nitride (AlN) Ceramic PCBs: Aluminum nitride ceramic PCBs offer even higher thermal conductivity than alumina, making them suitable for applications where efficient heat dissipation is critical. They are often used in high-power electronic devices and LEDs.
Beryllium Oxide (BeO) Ceramic PCBs: Beryllium oxide ceramic PCBs are characterized by extremely high thermal conductivity and are used in applications that demand efficient heat dissipation, such as high-power RF amplifiers.
Silicon Carbide (SiC) Ceramic PCBs: Silicon carbide ceramic PCBs are known for their excellent thermal and electrical properties, as well as their ability to withstand high temperatures and harsh environments. They are used in high-temperature electronics and power electronics.
LTCC (Low-Temperature Co-fired Ceramic) PCBs: LTCC technology involves co-firing multiple layers of ceramic substrates at relatively low temperatures. LTCC ceramic PCBs are used in RF modules, sensors, and other miniaturized devices.
Why are Ceramic PCB Board used?
Ceramic PCBs offer several properties that enhance electronics’ durability, reliability, and performance. These include:
Thermal Conductivity: Ceramics have excellent thermal conductivity, aiding in heat dissipation from electronic components, preventing overheating, and ensuring long-term reliability
Dielectric Properties: Ceramics possess high dielectric constants, making them suitable for high-frequency applications and efficient signal transmission
Electrical Insulation: Ceramics are excellent electrical insulators, preventing electrical leakage and ensuring the isolation of different circuit components
Mechanical Strength: Ceramics are mechanically robust, with high tensile and compressive strength, making them resistant to physical damage
Chemical Resistance: They are generally resistant to chemicals and environmental factors, ensuring the durability of electronic systems
What type of applications are Ceramic PCBs used in?
Ceramic PCBs are used in electronic devices and systems where exceptional thermal management, high-frequency performance, and reliability are crucial. Common uses include:
High-Frequency Electronics: Such as RF (radio frequency) devices, microwave circuits, and radar systems. Ceramic PCBs have low signal loss and high dielectric constants, making them ideal for these applications
LED Lighting: Ceramic PCBs serve as substrates for LED modules. Their efficient heat dissipation capability helps maintain LED light longevity and performance
Power Electronics: In power electronics, where efficient heat dissipation is essential, ceramic PCBs can handle high temperatures and provide thermal stability
Aerospace and Defense: these industries use ceramic PCBs in radar systems, communication equipment, and missile guidance systems due to their reliability and high-frequency capabilities
Medical Devices: Some medical devices, like medical imaging equipment and wireless communication devices, use ceramic PCBs for superior performance and durability
Ceramic PCB Fabrication Process
The fabrication process of Ceramic Printed Circuit Boards (PCBs) involves several steps that transform ceramic substrates into functional electronic circuits. The process may vary depending on the specific type of ceramic PCB and the manufacturer's capabilities, but here is a general overview of the steps involved in the fabrication of ceramic PCBs:
1. Design and Layout: The process begins with the design of the circuit layout using computer-aided design (CAD) software. Components, traces, vias, and other elements are placed and routed on the layout, considering factors such as thermal management and signal integrity.
2. Substrate Preparation: Ceramic substrates are chosen based on the application's requirements, such as thermal conductivity and electrical properties. The ceramic substrate is prepared by cutting, shaping, and polishing to the desired dimensions and surface finish.
3. Layer Preparation (for Multilayer PCBs): For multilayer ceramic PCBs, individual ceramic layers are prepared and fabricated. These layers will eventually be stacked and interconnected. Each layer may undergo processes such as screen printing, where conductive and insulating pastes are applied to create circuit traces and insulation layers.
4. Conductive Layer Deposition: Conductor materials, often metal pastes containing silver or gold particles, are applied to the substrate using techniques like screen printing or inkjet printing. These conductive traces will carry electrical signals between components.
5. Via Drilling and Filling: Vias, which are small holes that connect different layers of the PCB, are drilled using laser or mechanical drilling techniques. The vias are then filled with conductive or non-conductive materials to establish connections between layers.
6. Firing or Sintering: The ceramic substrate with applied conductive materials is fired in a high-temperature furnace. This process sinters the ceramic and fuses the conductive materials, creating a solid and durable circuit structure.
7. Additional Layering (for Multilayer PCBs): The process of applying conductive traces, insulating layers, and vias is repeated for each layer in the multilayer stack.
8. Component Attachment: Components, such as surface-mounted devices (SMDs), are attached to the ceramic PCB using soldering or specialized adhesives. Due to the high thermal conductivity of ceramics, specific soldering techniques may be required to ensure proper bonding.
9. Testing and Inspection: The assembled ceramic PCB is subjected to various tests, including continuity checks, electrical testing, and potentially environmental testing. Inspection processes help identify defects and ensure the PCB's functionality and reliability.
10. Finishing and Coating: Protective coatings or encapsulants can be applied to safeguard the PCB from environmental factors such as moisture, chemicals, and temperature variations.
11. Final Testing: The completed ceramic circuit board undergoes final functional testing to ensure it meets the specified requirements and operates correctly.
12. Packaging and Delivery: Once the ceramic PCB passes all tests and inspections, it is packaged and prepared for delivery to the customer or further integration into electronic devices.
Ceramic PCB Manufacturer
Printed circuit boards with ceramic substrates are boards made with a special process where the manufacturer bonds the copper foil directly to the surface of a ceramic substrate made of Aluminum Nitride (AlN) or Alumina (Al2O3). According to Hemeixin., the bonding takes place at a high temperature, and the copper foil may be present on one or both sides of the ceramic substrate, depending on whether the board is single-sided, double-sided or multilayer.
A Ceramic Printed Circuit Board uses ceramics as its substrate material. Ceramics are known for their exceptional electrical, mechanical, and thermal properties, making them suitable for various applications.
Ceramic PCBs utilize ceramics as substrates, known for exceptional properties like thermal conductivity and electrical insulation. These PCBs are used in high-frequency electronics, LED lighting, power electronics, aerospace, and medical devices. While ceramics insulate electricity well, they are brittle, and manufacturing can be complex. A common issue is their susceptibility to cracking under mechanical stress or temperature changes.
Hemeixin pcb has developed, through its R&D initiatives and processes, methodologies and the capability to manufacture consistent multiple lots of 50 feet (15 meter) extended-length, flexible, printed wiring cables.
The Hemeixin FPCs and rigid flex pcbs are manufactured using a equipment, With the continual pushing of technology boundaries and ongoing demand for miniaturisation, traditional fabrication methods are unsuited to deliver prospective design demands. Hemeixin has invested a considerable amount in new equipment, advancing both capability and capacity.
Roll-to-roll manufacturing, being automated, removes the human interaction, that in panel form impacts yield and output. This permits thinner cores, foils and finer line & space that can be produced on traditional manufacturing processes. So that overcomes these limitations, enabling production of FPCs of unlimited length.
These cables were manufactured by Hemeixin Flexible Circuits engineers for our customer's aerospace/avionics application.
Long Flex PCB Capability overview
Custom designed copper flexible circuits in exceptionally long lengths
Sizes up to 50 feet (15 meter) in length and longer upon request
Width size maximum is 20″(0.5 meter)
Standard conductor pitch 0.015″ (0.381mm)
Shielding to provide EMI/RFI protection
Available in single, double, and multilayer options1/4 oz – 7oz copper
Benefits of long Flex PCB and long rigid flex pcb :
Eliminates common discrete wiring issues that can occur over extended lengths
Easy to package, transport, and install (can use origami pattern techniques to minimize space during transit)
Perfect solution for applications where products need to be large at their destination but small/compact for its journey
Whether you're looking for a long flex circuit or large format flex PCBs and Extended-Length flex PCBs from your PCB manufacturer, we can provide you with the guidance, expertise and capabilities to bring your concept to reality.
We are able to produce flexible PCBs that are several metres long thanks to our mastery of the roll-to-roll manufacturing process.
These flexible PCBs or rigid flex pcb, much larger than standard-sized PCBs and without any real limit on size, offer a major advantage. They allow you to produce a single piece that includes all functional parts along with all necessary connectors, whereas a traditional design would require the combination of one or more rigid PCBs with wired connections.
Contact us to learn more about the endless possibilities offered by our large-format and Extended-Length flex PCBs and rigid flex pcb.
For more than a decade, Hemeixin has continuously innovated next-generation µVia technologies. As the conventional laser via plating technology reached its limits, Hemeixin High Density Interconnect (HDI) flex circuits can improve electrical performance and consistency by using vias as small as 50 μms or 8-μm copper to increase density in a small electronic package. Innovations in laser µVia drilling, copper plating, direct imaging of resists and masks, and improved registration techniques have helped continually refined Hemeixin's strong production capability.
Flexible printed circuit boards (FPC) are offering the highest level of 3D miniaturization. Very low bending radii in combination with Ultra-HDI (ultra-high density interconnect) are enabling our customers to build increasingly smaller and highly integrated devices. This technology is an enabler of small wearable devices as well as high signal density.
Hemeixin has been a market leader in this field for many years and is manufacturing flex circuits with a layer-count of 1 to 16. We are working with polyimide foils as thin as 12.5 µm (0.5 mil) and adhesive bond plys starting at a thickness of 12.5 µm (0.5 mil). Our state of the art equipment is enabling us to produce FPCs with high output, reliability and repeatability. Depending on the dielectric thickness, laser drilled blind vias can be as small as 35 µm (1.4 mil) in diameter, and can be filled with copper in the subsequent plating process. This plating technology is enabling the use of stacked vias and via-in-pad structures.
Why HDI Flex PCB
High Density Interconnect (HDI) flexible circuits offer increased design, layout and construction options over typical flexible circuits. Each High Density Interconnect incorporates microvias and fine features to achieve highly dense flex circuitry, smaller form factor and increased functionality. This technology offers better electrical performance, access to advanced integrated circuit (IC) package use, and improved reliability.
Lower cost and smaller size—increased circuit density can eliminate extra layers and save up to 40% compared to non-HDI designs.
Use advanced component packaging—high-I/O and fine-pitch feature capabilities possible with HDI.
More design options and flexibility—blind and buried microvias allow for conductor routing on the internal layers under vias, creating more usable design space per layer.
Improved electrical performance and signal integrity— microvias in high-speed circuits improve electrical performance by allowing shorter circuit paths, stub reduction and lower cross talk and noise.
Improved thermal performance and reliability— microvias lower the z-axis thermal stresses between adjacent layers.
Improved cost effectiveness—Hemeixinpcb’s 18” x 24” (45.7 cm x 61 cm) panel size maximizes panel density to increase the efficiency of your assembly process
Complex mechanical/assembly assist features, including special profiles, fold lines, cut-outs and thinned bending zones/cavities
Wrap-around boards
Chip-on-flex (COF), chip scale packaging (CSP) substrates, and BGAs
A wide variety of surface finishes, for example; OSP, ENIG, ENEPIG, E-AU, DIG
Flying leads
Bending test for flexible circuits
Ultra-fine line flex cables
Why use blind via flex PCB
Many of today's flex PCB designs utilize the same high-density components found in rigid PCB designs. This requires the use of blind and or buried vias to allow the signal lines to be routed out from within the high-density components or the high-density areas of the design. The most common component that we see driving this today is the 0.4mm pitch BGA package.
Blind vias allow the signals to be dropped down to the next layer from within the BGA SMT pad and then routed out from there. In high pin count devices, additional blind and or buried vias may be required. Differences exist in how blind and buried vias can be implemented in a Flex PCB design due to the materials and manufacturing processes required.
Via-in-Pad for Higher Density blind via Flexible PCB
For flexible PCB designs with high layer counts utilizing high density outer layers, the extra area utilized for separate pads and SMT components severely limits the available space for trace fan out. By designing via-in-pad in flex and rigid-flex PCB, it can significantly increase density, utilizing vias as mounting pads. The copper- or silver-filled flat vias allow for soldering components directly on via holes.
Utilizing via-in-pad will release extra surface area for routing of traces. However, like any new technology, there are a few points to be aware of when using this type of construction with flex. When manufacturers fill rigid PCB vias for SMT pads, they are typically filled with a conductive epoxy, copper plated, and then planarized flat. The final sanding leaves a very smooth pad surface allowing the assembler to process the circuit board normally through the pick-and-place cycle.
The via-in-pad technology has progressed so that via fill is very common on rigid PCBs. The same equipment utilized on rigid PCBs to perform fill and planarization will crumple a flex panel. A flexible PCB panel will not be held stiff enough in the screen fill machine nor will it survive the screening fill process, which presses hard on the surface to drive the thick ink into the shallow hollow of the microvia. Also, the flexible PCB panel will bend and crinkle in the tough sanding planarization machine.
Rigid PCB vias are conductive ink filled after drilling and electroless plating, but before imaging and etching. After an oven cycle to cure the conductive ink, a sanding process is used to flatten the surface and remove any of the conductive fill material from the surface. The resulting surface is quite smooth and ready for dry film. The rigid panel has dry film applied, imaged, developed, and electroplated with copper plating and tin. The dry film is removed, the base copper etched, and then tin stripped. The resulting via surface hole is copper filled and is now reasonably flat copper with a slight dimple, if any.
The via fill operation for flexible PCB is quite different. It utilizes a horizontal, flat screen-printing process to fill the vias with conductive ink. Inevitably, some fill material, usually a small bump,is left on the surface of the panel where it is not wanted. This over-screening residue needs to be removed. The residue will be plated over during cap plating, resulting in a possible short when final etch is performed. It is very difficult to remove this unwanted residue on a flex PCB panel. They are too thin and crumple easily when run through a planar sanding machine, which is typically used to remove the hardened fill residue and a small amount of surface copper on a rigid PCB. Due to these difficulties, this method is seldom used on flex microvias or laser vias.
A new and improved process for a flat via-in-pad on multilayer flex PCB is to fill the vias with a special type of copper plating. On thin flex layers that are laser-drilled, the new copper fill plating chemistry is designed to fill the laser via from the bottom up, creating a reasonably flat top on the via. Though some small dimpling can usually be seen, it presents no problem for assemblers. This plating technology is used on a wide range of flex and rigid-flex PCB.
Top flex circuit manufacturers have specially designed copper plating lines which preferentially plate inside the via holes, effectively filling them without plating any significant amount of copper on the panel surface. Excess electroplated copper on the surface is not desired as it would be a less ductile copper where, typically, RA copper for the traces is required for flexibility. Also, any extra copper plating on the trace surface will make it very difficult to etch very small features on outer layers that are typically used on high density designs utilizing via-in-pad technology.
Because the vias are selectively fill-plated with only copper, and resin fill is not utilized, the surface is smooth enough to forgo a subsequent sanding operation. The entire sanding and conductive screening process with the uneven surface topography of the flex PCB is therefore not a problem. The only negative to the copper plating fill process is that the copper-filled vias are sometimes not completely filled flat or have a small outward dimple. The dents and small dimples are not a problem for the assembler. The use of filled copper vias in flex can greatly increases routing area by freeing up via pads and spaces.
16-layer blind via flex PCB for medical application
The high packing density with lots of BGAs requires a highly integrated printed circuit board with 16 layers and buried as well as blind vias. The numerous signals from the sensors are transmitted through 6 flex layers. In order to keep the 6-layer flex areas flexible bookbinder and window technology was used.
Hemeixin core competence lies in the production of highly complex HDI, high-frequency and high-reliability circuit boards for medical,defense, aerospace, industrial and semiconductor applications.
Due to long-term dedication and expertise, Hemeixin has earned a solid reputation for being a technology leader and the partner of choice for providing leading flex, rigid-flex and rigid ultra-HDI/microvia circuit boards solutions - custom tailored to the corresponding requirements.
We have over 10 years of experience producing automated test equipment (ATE) boards for leading companies.
Automated Test Equipment (ATE) boards are used in the semiconductor chip testing process. ATE boards are increasing in complexity with greater numbers of layers – upwards of 40 to 60. These designs focus on high complexity, high performance, and high layer count.
ATE PCB (Automated Testing Equipment Printed Circuit Board) can be your answer to testing highly complex devices! With advancing technology, the one thing that becomes imperative is to test highly complex devices in order to ensure reliability. An effective way to do it is viding an automatic test equipment printed circuit board or ATE PCB. It acts as an efficient way to test large test systems.
When it comes to ATE PCBs, any small error can lead to not just monetary loss as well as lost time-to-market. It is imperative, therefore that the ATE PCB program managers have specialized skills that go beyond conventional PCBs.
Our worker staff has decades of knowhow and experience to efficiently complete the most complex ATE PCB board manufacturing. At Hemeixin, you’ll get the best and most effective ATE PCB fabrication our industry offers. Contact us for a complimentary consultation.
ATE boards
Burn In Board
burn in pcb manufacturer
ATE Load Board manufacturer
Probe Card PCB
Used to test the un-cut, un-packaged semiconductor, that is performing the electrical test for Die;The PCB BGA pitch is usually ≥0.3mm, when pitch <0.3mm, need to use interposer and MLO adaptor board to connect with probe card; Impedance controlled and highly demanded for surface evenness.
Vertical (advanced) probe card
A probe card is essentially an interface or a board that is used to perform wafer test for a semiconductor wafer. It is used to connect to the integrated circuits located on a wafer to the ATE (Automated Test Equipment) in order to test their electrical parameters and performance before they are manufactured and shipped out.
Vertical probes are probe cards that are used to perform multi die testing of the likes of products associated with general logic and microcomputers. The needles are short and are positioned vertically when compared to the substrate, making it an ideal choice for small pad and high frequency wafers.
Burn in board
Used for performing aging test for packaged IC under certain working environment and time, to verify the reliability; BGA pitch is usually≥0.4mm, with polyimide material which got ultra-high thermal performance.
Burn in Board is a printed circuit board which functions as a jig in the Burn-in process. The Burn-in Board is used as part of the ASIC reliability testing process during which components are stressed to detect failures. Burn in Boards consist of sockets to accommodate the tested ASICs and are designed to withstand the hot temperatures during tests.
Load board
Through cut, Die attach, wire bonding, plastics package, wafer will be packaged by epoxy resin or other material, becoming IC. And then ATE machine will perform the electrical test to verify the good and bad; BGA pitch is usually≥0.35mm; Impedance controlled.
LoadBoard (LB) is a mandatory, custom made PCB, that acts as a mechanical and electrical interface between the tester (ATE) and the device under test (DUT). LoadBoard has well-defined physical dimensions and it must fit perfectly into the tester. It is one piece of the entire ASIC Test Solution and it should be specified in the ASIC Test Specification Document. The image shows a Loadboard with a Socket and a Stiffener.
Generally speaking, a LB consists of 2 interfaces: One interface is upwards to the tester’s handler unit. The hander is an automatic pick and place unit that takes the DUT from the tray and place it into the socket. The second interface is downwards to the tester’s pogo pins. These are the tester IO ports that electrically connect the tester to the DUT.
ATE LoadBoard (LB) design
Load Board is used for the purpose to interface between Tester and device to evaluate the electrical feature. Main performance is the analyzing the electrical of the board.
Load board design takes into consideration many factors, one of which is power supply routing. It is good practice to assign a separate power plane for every supply voltage needed by the DUT, even if two or more supplies will be tied up to the same nominal voltage. This has two advantages:
noise immunity between power supplies
the ability to assign each power supply to a different voltage later on.
Adding sense lines as close as possible to the DUT to each power plane for output monitoring would also be helpful. Put decoupling capacitors between each power supply pland and the ground plane to reduce power supply noise. Note that the values of the capacitors must be chosen based on the operation frequencies of the DUT.
Signal routing is another consideration in the design of a load board. Avoid overlaying power supply planes over signal planes. There are two types of DUT signals, and guidelines for handling them in a load board differ. The first type, the low-speed digital signal, doesn't require much as far as load board design goes. Digital signals can share the same plane, but they should have their own plane. The lengths of their traces should be the same.
The second type of DUT signal is the high-performance signal. This signal type requires high-performance instrumentation for measurement, because the speed and accuracy of these signals could not be handled by the ATE. Keep the length of the cable connecting the DUT to the load board as short as possible. Avoid parallel runs of mixed signals as well, to avoid noise coupling. Needless to say, high-performance signals need a signal plane of their own.
Load boards require connectors for cables that run to the test site. High-speed applications commonly employ SMA and SSMB connectors. Higher bandwidth applications are better off using the SMA connector, since this screw-on/screw-off type of connector is larger and designed for higher bandwidth than the SSMB connector, which is a push/pull type of connector. SMA is also sturdier on the load board and can withstand a greater deal of mechanical stresses.
Decoupling capacitors must be placed as close to the DUT as possible - preferably directly under the socket. AC coupling capacitors and termination resistors must likewise be as close to the DUT as possible. The use of surface-mounted components is also recommended for load boards. Power supplies used for load boards must have enough power to energize all relays on the board.
ATE LoadBoard (LB) Manufacturing and Production
Semiconductor load boards are a crucial part of IC production quality control. Load boards often have complex designs because they provide a range of electrical connections to the ICs to measure several parameters, such as current, voltage, and power. Moreover, load boards often need to support high-speed signaling, which requires careful routing of the traces to minimize signal loss and crosstalk.
Load boards are often customized to a specific device or group of devices. As such, complete, ready-to-use load boards are not normally available off-the-shelf. The usual way to acquire a load board for a new product is to have it designed and fabricated. Thus, most test engineering groups have a certain level of expertise in designing and fabricating a load board.
A load board consists of a PCB with a test socket or handler interface as well as a variety of components (IC's, resistors, capacitors, inductors, relays, connectors, etc.) that make up the load board's test circuits. The typical laminate for the load board PCB is the FR4 (Flame Retardant 4 fiber glass). The number of layers of a load board PCB also varies, depending on the complexity of the design. Some load boards for complex devices may even have more than 20 layers.
LoadBoard design consideration are similar to any other PCB. Power supply distribution, clock signals routing , high speed signals routing, signal integrity, wire length all this design rules applies here too. In some cases, it’s sensible to run some electrical simulation, especially to ensure RF signal performance.
The next phase after layout is successively completed is of course manufacturing/fabrication of the board services and assembly of the board with the various passive or active components and socket.
We always recommend building 2 boards instead of just one because we use the 2nd board as a backup in case there is a failure in the 1st board. These type of failures can stop an entire production line, therefore to lower the risk of delays in production and shipping you may want to consider having a backup LoadBoard. LoadBoard fabrication and assembly could take up to 8-10 weeks depending on the design complexity.
Loadboard is an essential part of the ASIC test solution. Make a robust but yet simple design to ensure minimum production problems, keep one board as a backup if you can afford it.
An ideal load board introduces no distortion, noise, delays, nor errors to the testing process of the DUT. This means that an ideal load board is one that doesn't seem to exist at all, i.e., as if the DUT were directly connected to the ATE. To come out with a load board as close as possible to this ideal one is the challenge to every engineer who designs load boards.
ATE PCB and Probe card PCB Capabilities
Item
Standard Technology
Advance Technology
PCB Thickness
250 mils
280 mils
PCB layer count
60
80
Min Impedance Tolerance
±5%
±5%
Min Finished Thickness Tolerance
±7 mils
±7 mils
Min Dielectric Space
< 1 mil – 0.5 mil
< 0.5 mil
Drill Pitch
14mils
<14mils
Min Drill Hole
5mils
4mils
Min Aspect Ratio
42:1
46:1
Min Drilled Hole to Copper
3 mils
2.5 mils
DUT Pin Count
1500-2000
>2000
Stub Drill Pitch
87mils
87mils
Min Internal Line Width
1.75 mils
<1.75 mils
Min Internal Space Cu to Cu
2 mils
1.5 mils
Min External Line Width
2.2 mils
<2.2 mils
Min Extenral Space Cu to Cu
2 mils
1.5 mils
Warp&Twist
0.5%
0.3%
POFV evenness
15μm
<15μm
DUT pads height difference
/
1.5mils/inch
Whole pads height difference
200μm
ATE PCB TEST
Requirements
Description
Alignment&High aspect radio
Main trend load board BGA pitch is 0.35~0.5mm; Multiple parallel test channels: 4site 8 site~16site; >30 layers, space between holes and conductors is under 4mil; PCB capability requirements: high layer precise alignment and drilling, plating and VIA IN PAD for high aspect radio.
Test Interface
Main trend Probe Card BGA pitch is 85~200um; High-end is 40~55um, which is beyond the PCB processing capability, need to use MLO/MLC space transformer interface, with ICS and wafer backend technology.
Surface evenness
Probe Card and high-end ATE board request high surface evenness performance, warp and twist is 0.1%~0.2%, DUT Area pads height differences should be controlled in 2 mils, high-end products request 25-28um
Surface Quality
DUT area pads need to connect through probe, thus the pads surface have to be high performance, no cave, no damage, no scratch, and no roughness etc...
Signal Integrity
To confirm signal integrity, need to confirm impedance at ±5% tolerance and back drill stub <10 mils; Need high capability of plating and etching uniformity and back drill processing.
ATE PCB Technical Feature
Hemeixin’s expertise in the manufacture of ATE pcb board hardware runs both broad, and deep. Hemexin has specialized manufacturing teams with knowledge and experience across all the major Technical Features. The manufacturing and test process for ATE boards at Hemeixin is honed to produce the highest in quality and reliability. Hemeixin’s customer base in this business sector includes several of the world’s leading semiconductor companies and serves as testimony to its success and commitment to customer satisfaction in this area.
At Hemeixin, we are equipped with the state-of-the-art equipment as well as an expert team that can handle the most specialized requirements for ATE PCBs. Additionally, when you join hands with us you also get access to a rich body of industry best practices that give you an edge.
We are extremely committed to offering quick turnaround times that help you go-to-market early. The fact that we have an unstinting focus on quality endears us to our clients.
All you need to do is to get in touch with our team and share your bespoke requirements. Our experienced team will share a custom quote that is extremely cost-effective and ensures that your project is extremely competitive!
Hemeixin has specialized ATE pcb manufacturing teams with knowledge and experience across all the major tester platforms. The ATE PCB manufacturing process for ATE boards at Hemeixin is honed to produce the highest in quality and reliability.
Type of ATE PCB:
Epoxy Probe cards, Blade Probe cards and specialty Probe cards.
Device Interface Boards
Handler Interface Boards
Prober Interface Boards
Load Boards
Bench Boards
Evaluation Boards
Reference Boards
Adapter Cards
Burn in Boards
ATE Tester types
Load Boards
Advantest Load Board
Credence Load Board
Teradyne Load Board
Verigy Load Board
T6672
ASL1000
CATALYST
V93000
T6372(ND2)
ASL1000-D10
J750
V83000
T2000
ASL3000
ULTRAFLEX
T6673SQ
ITS9000
FLEX
T6673ZIF
PKII
TIGER
QUARTET
D750EX
EXA3000
FUSION CX
FUSION HF
SC312
SAPPHIRE
SAPPHIRE-D10POGO
Advantest Probe Cards
T2000
DUO9
CATALYST
TIGER
T5335P
SC312
J750
J971
T5371
KALOS2
IP750
V83000
T5377
ASL3000
D750EX
V93000
T6371P
SAPPHIRE
ULTRAFLEX
V93K-INT-PC
T6372(ND2)
SAPPHIRE-D10
FLEX
TS6700
ST6730
Having vast experience in working for all major test board and ATE IC test system Customers. We have long experience in manufacturing PCB boards for ATE under different PCB design requirements and able to provide high yield manufacturing solution.
ATE PCB fabrication process adopted by the experienced professional manufacturer ensures right PCB delivered at first pass on schedule.
Burn-in Boards
Burn-in is a process done to components prior to regular use in which the components are stressed to detect failure and ensure component reliability.
The PCB burn-in process is usually done at 125ºC, with electrical excitation applied to the samples. The process is facilitated by using burn-in boards where the samples are loaded. These boards are then inserted into the burn-in oven which supplies the necessary voltages to the samples while maintaining the oven temperature at 125ºC. The electrical bias applied may either be static or dynamic.
What is Burn-in Testing?
Burn-in testing helps PCB manufacturers analyze how well a new board can handle excessive use and heat and whether these factors will lead to functional errors. Each board works within specific current and internal and external temperature parameters. Burn-in testing pushes these boards to the point where they usually fail to see whether these issues arise.
During burn-in testing, technicians run a current through a prototype board, operating the board’s firmware while it is held in a high-temperature environment. This typically happens for between 48 and 168 hours. The manufacturer then examines the board’s functionality to see what issues arose and whether any components or firmware failed. If defects occur during a device’s earliest days of use, you’ll get ample time to examine and rectify them.
Types of Burn-In Testing
Manufacturers use two main types of burn-in testing: Static and dynamic. They each provide different stressors and are necessary depending on the board’s intended uses.
Static Burn-In Testing
Static burn-in is the cheaper and quicker option that tests the board against a single criterion, typically heat or voltage. Testers run probes across the board from component to component in a temperature-controlled environment. Once the test chamber is up to the required temperature, the probes run a steady current through each component at a chosen voltage.
The point of this test is to examine the results of constant exposure to, or stage within, extreme temperatures. Static testing is ideal for boards stored in warm climates or machinery that runs at a steady high temperature. Each component is tested to determine the effects of this exposure, allowing them to be replaced should an error or defect arise.
Dynamic Burn-In Testing
Like static burn-in testing, dynamic trials involve setting a testing chamber at the desired temperature and running a current through each component. The main difference with dynamic testing is that the components also run input signals into each element. This tests the components against voltage and temperature resistance and allows the tester to see the effects these have on the components’ functionality.
Dynamic testing is best for boards operating in extreme environments or under heavy strain. These trials find malfunctioning components that need to be removed before later testing, cutting down on other errors. They also allow testers to see how much the firmware is affected.
Regardless of the test type, ideally, you want to perform burn-in testing multiple times to ensure reliable results. As these examinations examine the possibilities of errors over time, you’ll get the best results from the most prolonged time frames.
Board Materials
Burn-in boards are made of high-grade materials. To withstand the oven testing reaching 125ºC, a special version of FR4 is used (High Tg FR4). For temperatures reaching up to 250C, a polyimide is used and for higher temperatures of 300C, a higher grade of polyimide is used.
Burn-in Board Design
The burn-in board design is similar to your typical PCB design guidelines, however, there are some additional factors. One of the most important aspects to consider is selecting the highest possible reliability and quality for the burn-in board and test socket. The last thing you need is it failing before the device under a test. All active/passive components and connectors should comply with high-temperature requirements, and all materials and components should meet high-temperature and aging requirements.
LoadBoard Design rules
Load board design takes into consideration many factors, one of which is power supply routing. It is good practice to assign a separate power plane for every supply voltage needed by the DUT, even if two or more supplies will be tied up to the same nominal voltage. This has two advantages: 1) noise immunity between power supplies and 2) the ability to assign each power supply to a different voltage later on. Adding sense lines as close as possible to the DUT to each power plane for output monitoring would also be helpful. Put decoupling capacitors between each power supply pland and the ground plane to reduce power supply noise. Note that the values of the capacitors must be chosen based on the operation frequencies of the DUT.
Signal routing is another consideration in the design of a load board. Avoid overlaying power supply planes over signal planes. There are two types of DUT signals, and guidelines for handling them in a load board differ.
The first type, the low-speed digital signal, doesn't require much as far as load board design goes. Digital signals can share the same plane, but they should have their own plane. The lengths of their traces should be the same.
The second type of DUT signal is the high-performance signal. This signal type requires high-performance instrumentation for measurement, because the speed and accuracy of these signals could not be handled by the ATE. Keep the length of the cable connecting the DUT to the load board as short as possible. Avoid parallel runs of mixed signals as well, to avoid noise coupling. Needless to say, high-performance signals need a signal plane of their own.
Load boards require connectors for cables that run to the test site. High-speed applications commonly employ SMA and SSMB connectors. Higher bandwidth applications are better off using the SMA connector, since this screw-on/screw-off type of connector is larger and designed for higher bandwidth than the SSMB connector, which is a push/pull type of connector. SMA is also sturdier on the load board and can withstand a greater deal of mechanical stresses.
Decoupling capacitors must be placed as close to the DUT as possible - preferably directly under the socket. AC coupling capacitors and termination resistors must likewise be as close to the DUT as possible. The use of surface-mounted components is also recommended for load boards. Power supplies used for load boards must have enough power to energize all relays on the board.
A properly designed LB is electronically “invisible”, and does not introduce any distortion or delay to the DUT signals. The LoadBoard should be able to support all the tests executed on the tester and be flexible enough to support future testing (for example expanding the test solution to support quad parallel testing).
In fact, many test engineers try to avoid having any active components on the LB but rather have only the necessary passive components to support the ASIC functionality. The trend of simplifying the LoadBoard is coming from need to decrease the probability of failure in production phase that can stop production line. The time of fixing a bug increases when the LoadBoard is complex.
Different testers (ATEs) require different LB size. But they all LoadBoards consist of the same elements:
Socket for the DUT ASIC
Interface pads for the tester
Stiffener – adding mechanical strength
Some components per DUT requirements (R, C, etc)
Connectors for the debug phase
In some cases, in addition of being an interface board the LB can also contain on board testing capabilities (e.g. such as FPGA). When the tester alone cannot support some specific testing task these could be performed directly on the LB (such as loopbacks).
Almost any layout or PCB engineer can design a LoadBoard, there are no special requirements besides the general understanding of the test and LoadBoard concept. A LB is typically made of RF4 material and normally very thick and consist of 20 layers or more.
LoadBoard design consideration are similar to any other PCB. Power supply distribution, clock signals routing , high speed signals routing, signal integrity, wire length all this design rules applies here too. In some cases, it’s sensible to run some electrical simulation, especially to ensure RF signal performance.
The next phase after layout is successively completed is of course manufacturing/fabrication of the board services and assembly of the board with the various passive or active components and socket.
We always recommend building 2 boards instead of just one because we use the 2nd board as a backup in case there is a failure in the 1st board. These type of failures can stop an entire production line, therefore to lower the risk of delays in production and shipping you may want to consider having a backup LoadBoard. LoadBoard fabrication and assembly could take up to 8-10 weeks depending on the design complexity.
Loadboard is an essential part of the ASIC test solution. Make a robust but yet simple design to ensure minimum production problems, keep one board as a backup if you can afford it.
This Javascript web calculator calculates the trace width for printed circuit board conductors for a given current using formulas from IPC-2221 (formerly IPC-D-275).
For IPC-2221 internal layers: k = 0.024, b = 0.44, c = 0.725
For IPC-2221 external layers: k = 0.048, b = 0.44, c = 0.725
where k, b, and c are constants resulting from curve fitting to the IPC-2221 curves
I’ve added a recommended track clearance value based on the UL rule:
clearance in inches = 0.023″ + (0.0002″ x V)
Ideally, keep “hot” and “cold” areas of your board well apart.
Change a value in an input field, then press TAB to move to the next field. The results tables will be updated automatically.
Disclaimer:
These calculations are believed to be correct, but not guaranteed. Use at your own risk!
Trace Width Calculator FAQs
Very cool PCB width tool! I would like to know its limits though. I entered a 65 amp current requirement and it returned a track width that must be incorrect.
The original graphs that this tool is based on (published in IPC-2221) only cover up to 35 Amps, up to 0.4 inches of trace width, from 10 to 100 degrees C of temperature rise, and copper of 0.5 to 3 ounces per square foot. The formulas used here will simply extrapolate when the values are outside of these ranges.
I used your PCB trace width calculator. Intuitively I would say the required internal trace width would be less than the external case since the external trace can peal off; the opposite is true according to the calculator???? Why?
In air, the external layers have better heat transfer due to convection. A good heat insulator blankets the internal layers, so they get hotter for a given width and current. Since the Trace Width Calculator tries to control the temperature rise of the traces, it makes the internal traces wider. In vacuum, or in a potted assembly, you should use the internal layer guidelines even for the external layers.
What does temperature rise mean and how does it apply?
Temperature rise means how much hotter the trace will get with current flowing in it compared to without. You have to decide how much temperature rise your board can handle based on the operating environment and the type of PWB material used. Ten degrees is a very safe number to use for just about any application. If you can live with the trace width required for a ten-degree rise, you are good to go. If you want to try to skinny up the traces, ask for 20 degrees of temperature or more.
I use “wagon wheels” or “spokes” when connecting to a ground plane to make it easier to solder to. The trace width calculator is telling me to make the “spokes” so wide that it defeats the purpose. What should I do?
The wagon wheels spokes are very short length traces and are heat sunk to the plane. The trace width calculator uses empirical formulas based on long traces with no special heat sinking. Generally, the wagon wheel spokes do not have to be anywhere near as wide as long traces. However, at this time, I don’t know of a good way to do calculations for wagon wheel spokes.
A CAM hold is a delay in engineering caused by issues in the PCB files submitted for the job. The most common reason for CAM hold is DRC errors in the PCB file. DRC stands for Design Rule Check. A PCB must pass a set of rules in order for it to be manufacturable, such as copper-to-copper spacing, and minimum via hole diameter. The manufacturer provides these design rules to the designer, and the designer uses his/her PCB software to run a DRC on the PCB layout. Any violation of the design rules constitutes a DRC error.
You can help to ensure that your PCBs gets manufactured without being put on hold. Please review these common reason for on-holds.
1. PCB Board basic specification.
A part number (including revision number) for your design to ease tracking
Board thickness (.062 inches, .032 inches, .093 inches). .062 inches is standard
Type of board material (FR4, high-temp FR4, Rogers, Teflon, etc). FR4 is standard
Number of layers
Surface finish (SMOBC, HAL, immersion gold, etc). SMOBC and HAL are standard
The color for solder mask and component overlay. Green is standard
Copper weight on outer layer (1 oz., 2 oz., etc). 1 oz. is standard
Copper weight on inner layers (.5 oz., 1 oz.). Either is standard
The minimum trace and space widths in your design
Indicate your board dimensions on a mechanical layer
Do you want your boards to remain panelized, or supplied individually cut?
Gerber files, drill files, IPC-356A (optional) , X-Y data, Bill of Materials (BOM) in Excel format (for both consigned and turnkey orders)
2. No hole attribute
Drill chart does not specify holes attribute(plated or non plated holes).
3. No drill-chart detail
The drawing does not show or specify drill symbols.
4. NPTH with copper pad
The unplated holes were provided with pads larger than the drilled hole.
5. PTH without copper
Drawing defined some holes are plated through holes, but some of them were without copper pad on all layers.
6. Without tooling holes
This board hasn’t bigger non-plated holes. So it can’t support the board during Fabrication and Test processes at Hemeixinpcb PCB Production.
7. Slot size of length<2x width
Per Hemeixinpcb current capability, We need fabricate 0.055″x0.035″ plated slot by rout process, but the tolerance of +/-0.003″ can not be guaranteed.
8. Backdrill hole too small
It is too small that we can’t ensure backdrill hole full drill through PTH hole due to there was true positional deviation between backdrill hole and PTH hole.
9. Board thickness mismatch
The specified stackup total thickness does not match finished pcb board thickness.
10. Missing impedance traces
The xxx impedance traces listed on the drawing are not present in the design.
11. Copper extends or pads to the rout profile
Copper extends to the rout profile and will result in exposed copper and burrs.
12. V-cut to Copper
Copper to board edge clearances to the short and long v-score lines are only .001 on inner and the outer layers. The v-score will exposed and have copper burring. Hemeixinpcb requests approval to clip back the copper from the score lines by 15 mils.
13. Pad to pad distance <7 mils
Pad to pad distance of less than 7 mils is not enough to build solder mask dams in between pads and at the same time ensure there will be no solder mask on pads.
14. Rogers materials’ solder mask opening.
Due to the ceramic nature type of Rogers material’s, Hemeixinpcb can not run solder mask up to the edges of any routed or scored edge’s with-out chipping the mask during it’s fabrication process. Relieve solder mask 8 mils away from routed or scored edge’s to prevent solder mask chipping.
15. Mirrored texts
Some texts in xxx side are mirrored.
16. Silkscreen outside the board
There are silkscreen Characters outside the board profile.
Provided netlist file does not match Gerber generated netlist.
19. Package mismatch
Provided components of Part number does not match your description.
20. Resistor or Capacitors value mismatch
Provided Resistor or Capacitor of Part number xxxx does not match your description value.
21. Component is not widely available
Component of xxx is not widely available,It is difficult to purchase. Please provide your alternative part number of components or provide these component from your side.
22. PCB Assembly drawing does not mark polarity information on all polarized parts (cathode, anode, pin number and what the dot or plus sign indicate)
The pcb Assembly Drawing does not specify the Reference Designator Polarity (cathode, anode, pin number and what the dot or plus sign indicate) of XXX.
Rigid-flex is the ideal solution for applications with multiple rigid PCBs having SMT components on both sides and requiring interconnects between the rigid PCBs.
The most familiar products are probably smartwatches that link with smartphones, and fitness trackers that are also worn on the wrist. But beyond these consumer products, wearables have made huge inroads into medical devices and military applications. Now, smart clothing is appearing that could virtually eliminate the possibility of incorporating rigid PCBs. So what is required to successfully design flex and rigid-flex PCBs to keep up with the market?
Before designing a rigid-flex circuit, make certain that it is truly what you need. If the circuit only has a few layers, stiffeners are a less expensive alternative to rigid-flex pcb.
It is most cost effective to build a rigid-flex with an even number of layers. All rigid portions of the circuit should have the same number and stack-up of layers.
The biggest problem with designing rigid-flex hybrid PCBs is making sure everything will fold in the right way, while maintaining good flex-circuit stability and lifespan. The next big problem to solve is the conveyance of the design to a fabricator who will clearly understand the design intent and therefore produce exactly what the designer/engineer intended. Rigid-Flex circuit boards require additional cutting and lamination stages, and more exotic materials in manufacturing and therefore the cost of re-spins and failures are very much higher than traditional rigid boards. To reduce the risk and costs associated with rigid-flex design and prototyping, it is desirable to summary the rigid flex pcb design isusses to ensure correct form and fit. In addition it is necessary to provide absolutely clear documentation for manufacturing to the fabrication and assembly houses.
1.Rigid Flex PCB Board basic specification.
A part number (including revision number) for your design to ease tracking
Board thickness (.including flex part thickness, each stiffener area’s thickness and rigid part total thickness).
Type of board material (Polyimide adhesiveless base material or Polyimide adhesive base material, FR4, high-temp FR4, Rogers, Teflon, etc etc). Polyimide adhesive base material and FR4 is standard
Number of layers
Surface finish (OSP, immersion gold, etc). Immersion gold is standard
The color for solder mask and coverlay. Yellow coverlay and Green is standard
Copper weight on outer layer (1 oz., 2 oz., etc). 1 oz. is standard
Copper weight on inner layers (.5 oz., 1 oz.). Either is standard
Stiffener material and thickness( FR4, Polyimide, Stainless steel, copper, ect)
The minimum trace and space widths in your design
Indicate your board dimensions on a mechanical layer
Do you want your boards to remain panelized, or supplied individually cut?
Gerber files, drill files, IPC-356A (optional)
2.Via placement
For multi-layer flex areas, it may sometimes be necessary to place vias to transition between layers. If possible it’s recommended not to place vias, as these can suffer fatigue rapidly in flexing movement. It is also necessary to keep at least 35 mils clearance between the copper annulus of the nearest via to the rigid-to-flex board interface. Board edge clearance rules can take care of this automatically in the PCB CAD editor.
As for the need to place vias – if you must have vias in a flex circuit, use “rooms” to define regions where you know there will be no bends and use the PCB editor’s design rules to allow via placement only in those stationary areas. An alternative is to use the layer stack manager to define “rigid” sections that are ultimately flex but with a rigid dielectric stiffener material adhered to them.
3.Define the stack by area
The most important documentation you can provide your fabricator is arguably the layer stack design. Along with this, if you’re doing rigid-flex pcb, you have to provide different stacks for different areas, and somehow mark those very clearly. A simple way to do this is make a copy of your board outline on a mechanical layer, and lay down a layer stack table or diagram with a pattern-fill legend for the regions containing the different layer stacks.
4. Define the drill by layer
The most important documentation you can provide your fabricator is arguably the drill information. Along with this, if you’re doing any layer rigid-flex or Blind and buried vias rigid flex pcb, you have to provide different drill data and drill information for different layers, and somehow mark those very clearly. A simple way to do this is make a copy of your board layer stack and insert drill holes’ diagram with a pattern-fill legend for the drill information.
5.Adhesive Fillets (In Transition Zone)
For rigid-flex printed circuit boards (PCBs), the space joining rigid material to flex material (Transition Zone) sometimes contains imperfections that, although acceptable, could impact effectiveness of the final part. Transition zone imperfections can include any of the following:
Adhesive squeeze-out
Protruding dielectric materials
Crazing
Haloing
In “rigid/flex” type circuits and circuits which require a rigidized stiffener, the area where the flexible section intersects the rigid section is called the transition zone. This zone generally contains material edges that are not smooth. These rough edges can cause damage to the conductor paths if the flex circuit is bent sharply against them. To prevent this from occurring, it is highly recommended placing a bead of an epoxy material at this transition area. As shown in the illustration below.
6. External Layer Copper or pads to Flex Transition Zone min. spacing = 0.040”
As measured flex transition zone(s) and external layer copper or pads distance less than 40 mils. Ensures sufficient spacing to allow for reliable external layer imaging processing.Rigid layers, while in production panel configuration and prior to final lamination process, are required to have the flex areas removed. This creates in internal edges, created by the height difference between the rigid area and the flex area, which the external layer image transfer films must transition.
If you have any questions or concerns with your rigid-flex PCB board, we’d love to hear from you! Feel free to reach out to us during the design stage, our engineers are always ready to help.
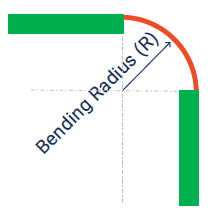
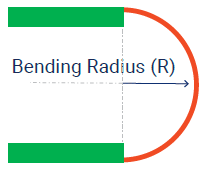
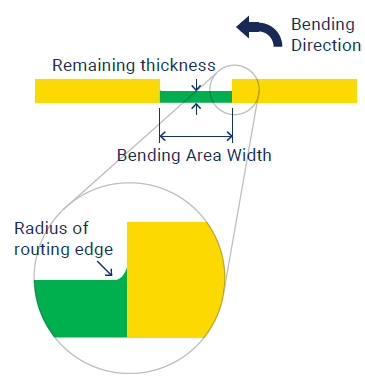
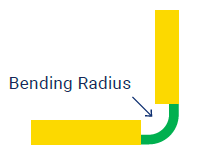
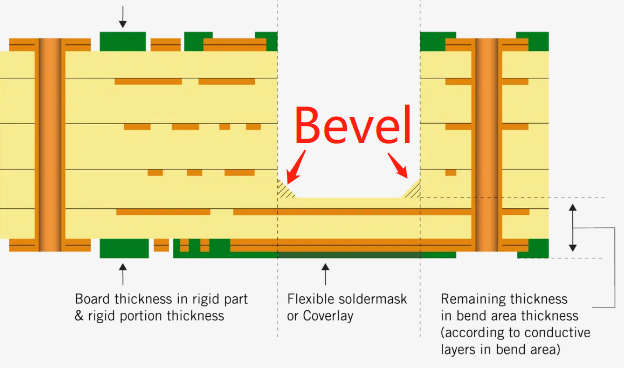
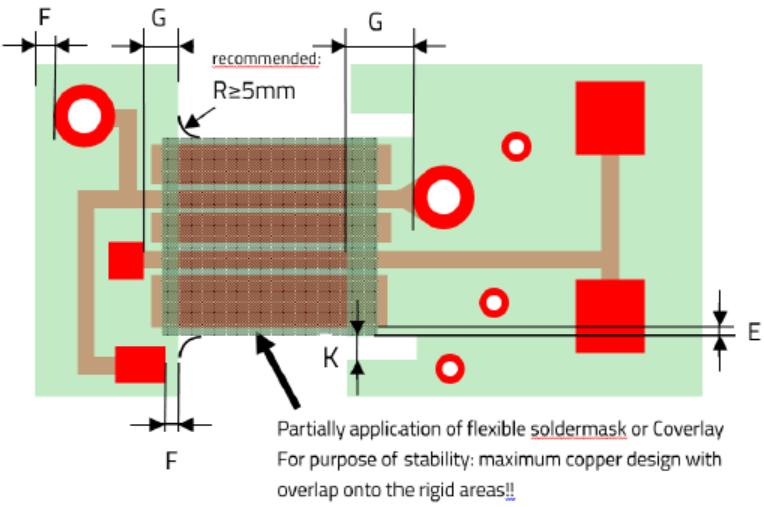
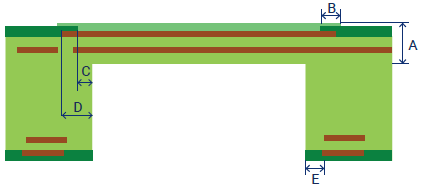
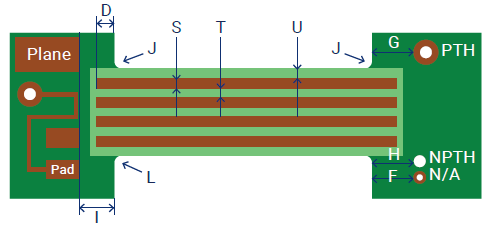


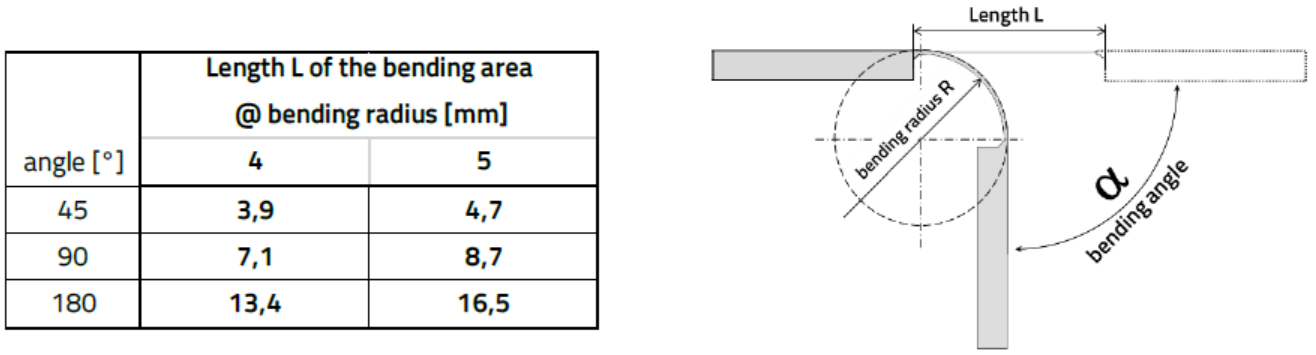
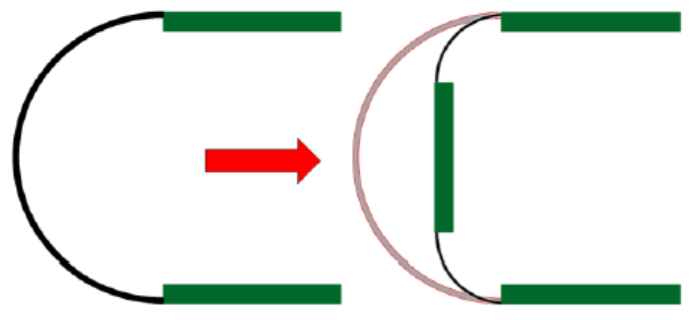
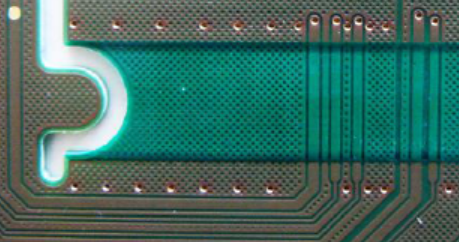
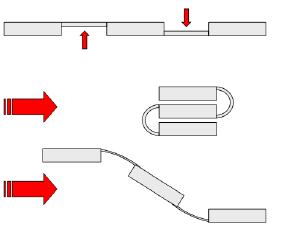
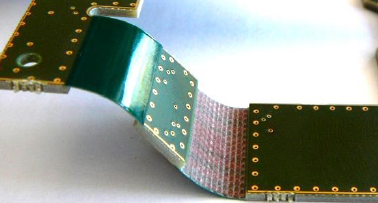
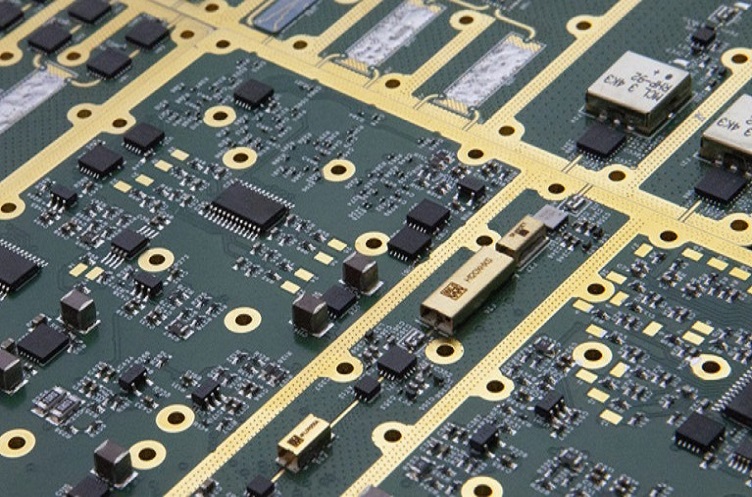 PCB Assembly and printed circuit board assembly Manufacturing
PCB Assembly and printed circuit board assembly Manufacturing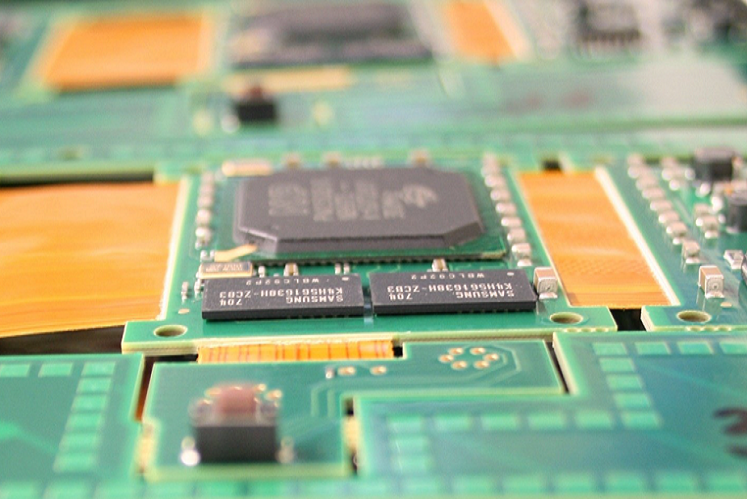
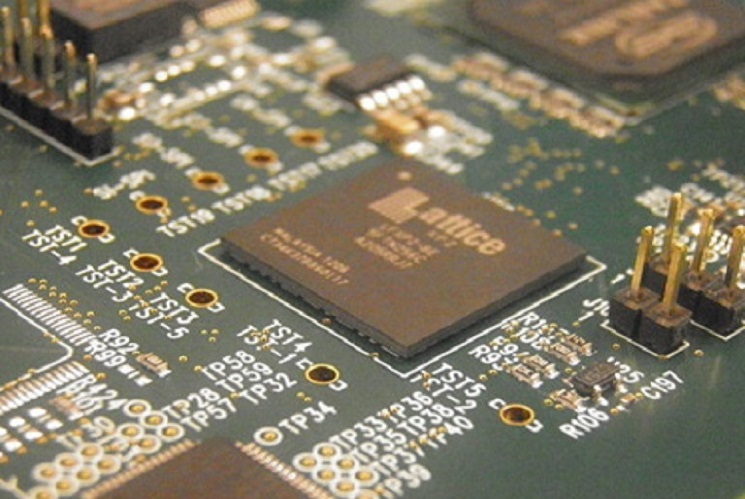
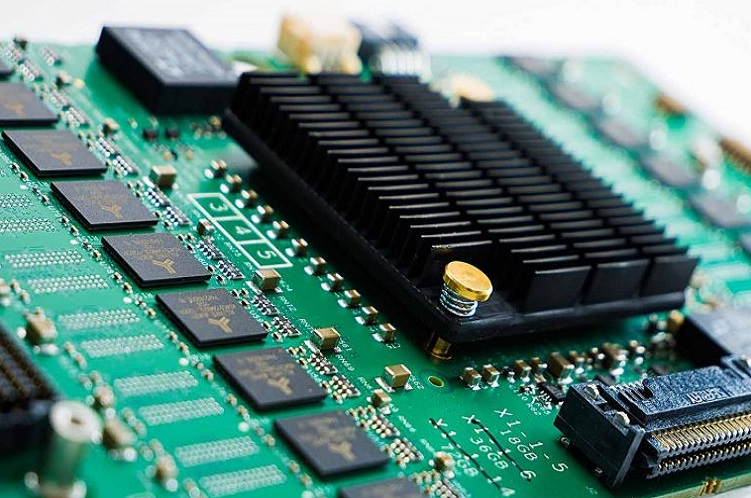
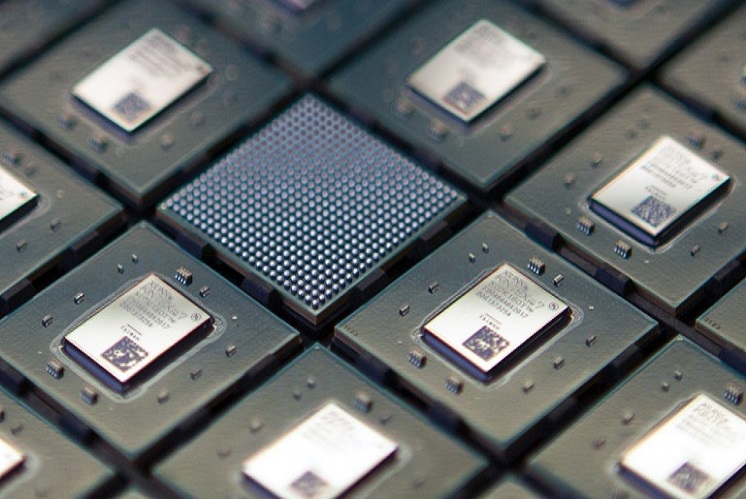
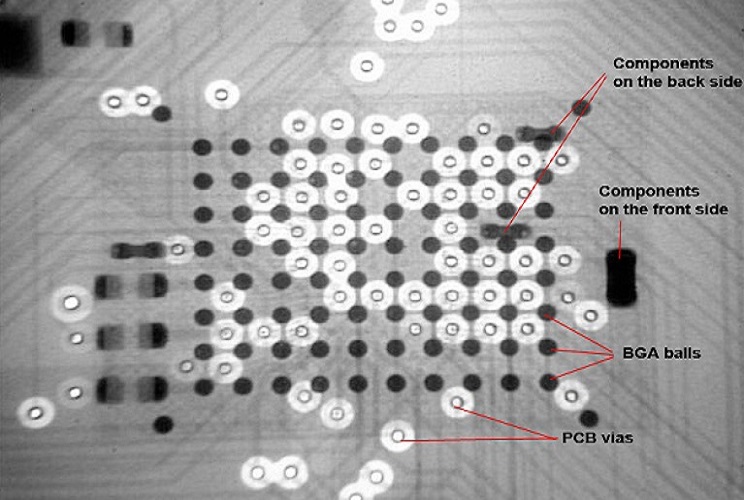
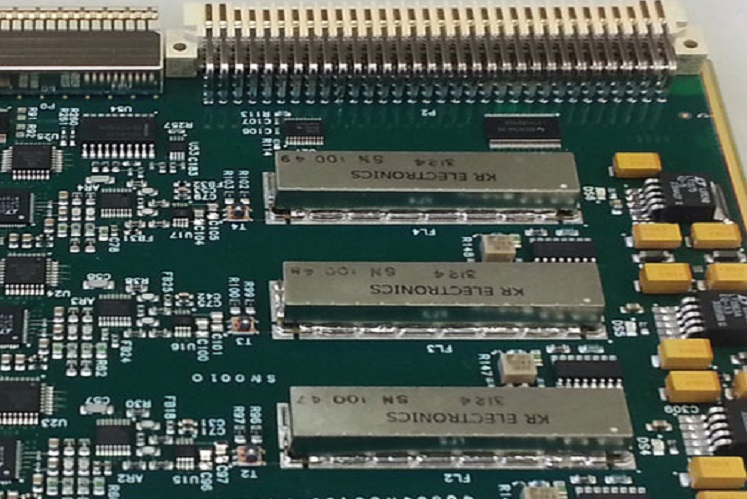
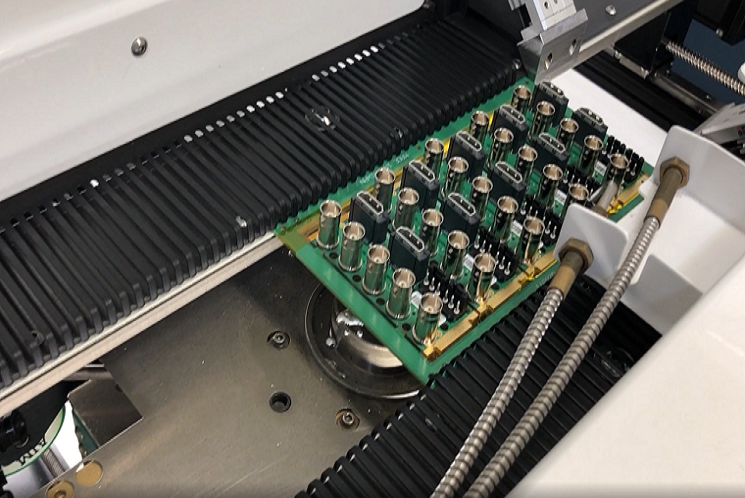

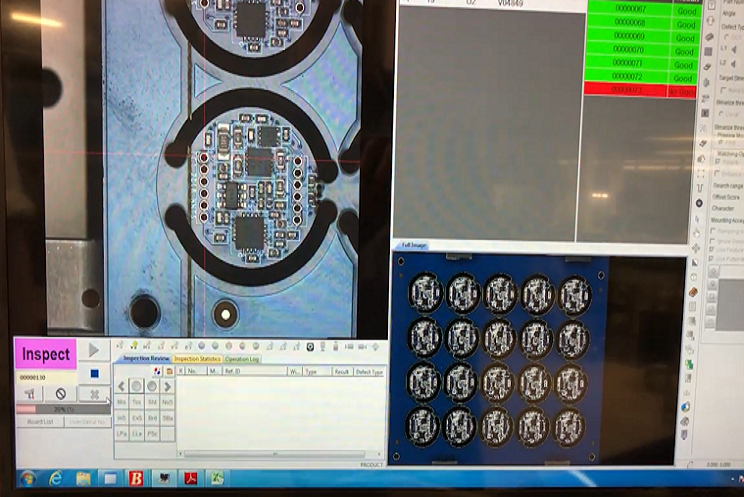
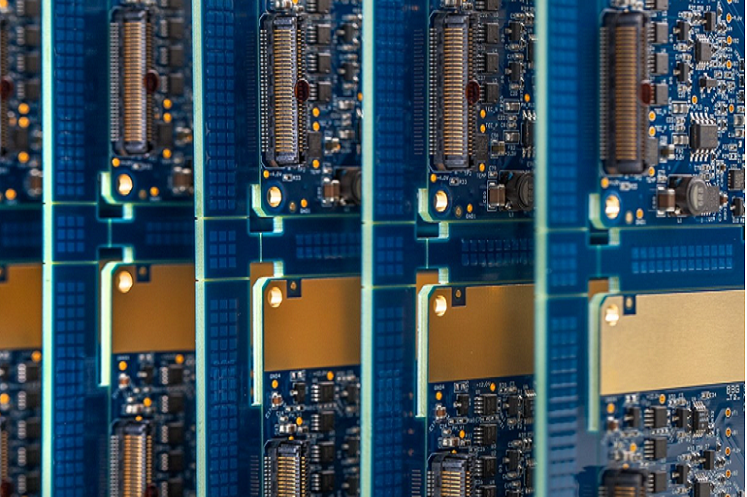
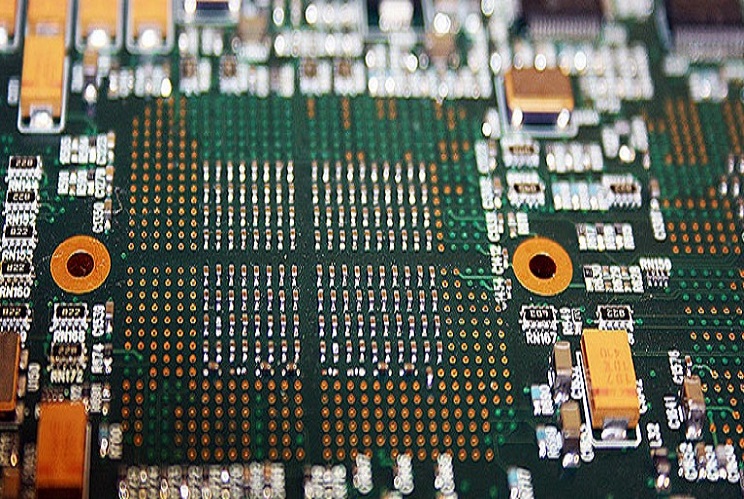
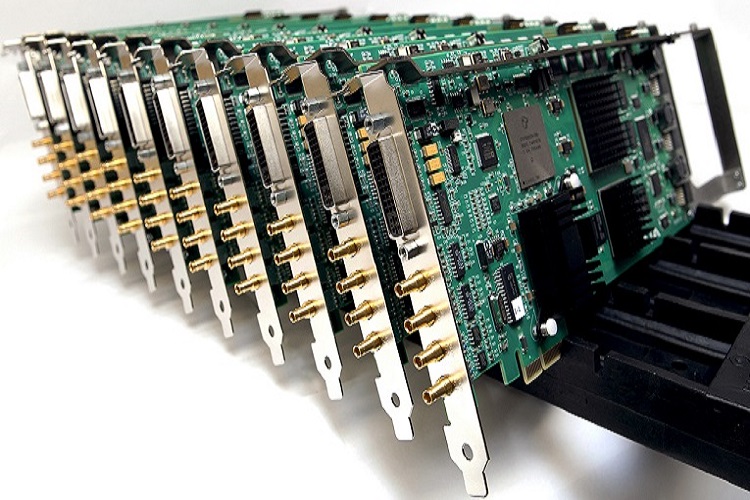
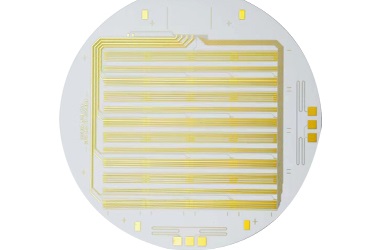 Ceramic PCB Manufacturing
Ceramic PCB Manufacturing